

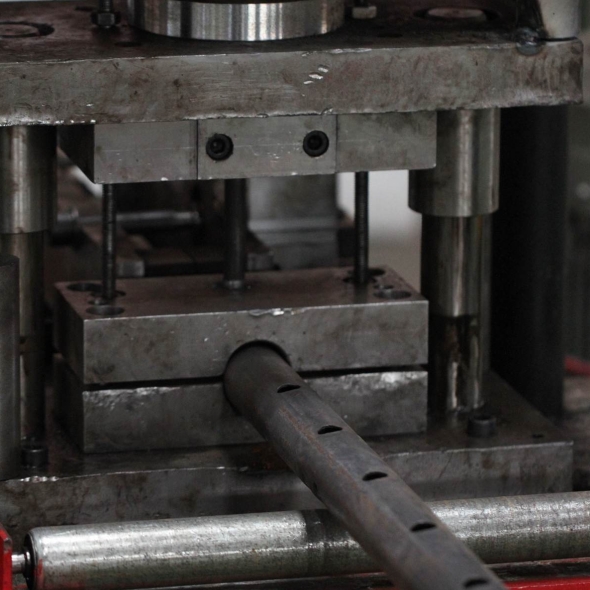
ТишекКорыч торбаТөрле сәнәгать ихтыяҗларын канәгатьләндерү өчен корыч торба төбәгендә билгеле бер зурлыктагы тишекне кулланган эшкәртү ысулы.
Корыч торба туфракларын классификацияләү һәм процесс
Классификация: тишек диаметры, тишекләр саны, чокырлар саны, корылма торбасы һ.б. , квадрат тишек тише, диагональ-тишек бер тапкыр, шулай ук төрле төрләр бар.
Процесс агымы: Корыч торба бораулау агымы җиһазны файдалануга тапшыру, эшкәртү параметрларын сайлау, эшкәртү параметрларын сайлап, корыч торба операциясен булдыруны һәм бораулау эшен башкаруны үз эченә ала.
Мәңге кәгазь һәм корыч торба үрнәге кыры
Материал куллану: Корыч торба Перфорациясе эшкәртүе төрле материаллар корыч торбаларына кагыла, мәсәлән углерод корыч, бакыр торба, алюминий торба һ.б.
Заявка өлкәләре: Корыч торба Перфорациясе төзелешендә, авиация, автомобильләр җитештерү һәм башка өлкәләргә ия, мәсәлән, компонент тотышы, вентиляция һәм эскиз ясау, нефть линиясе үсеше.

Корыч торба паропацияләү технологиясе
(1) Блэйд Перфорацияне күрде: кечкенә тишекләр сугу өчен яраклы, аның өстенлеге тиз тизлек һәм түбән чыгым, кимчелекнең уңайсызлыгы зур түгел.
2
(3) Лазер тибү: югары төгәллек һәм югары сыйфатлы тишекләр өчен яраклы тишекләрнең төгәллеге шома, кимчелекле, җиһазлар кыйммәт, югары хезмәт күрсәтү бәясе.
Корыч торба эшкәртү җиһазлары
(1) Бөкләү машинасы - төп машина - профессиональ корыч торба тубыкларының төре - югары күләмдә, югары эффективлык һәм югары корыч торба пыяла алу өчен яраклы.
2
(3) Лазер бораулау машинасы: Лазер бораулау машинасы - югары очлы корыч торба бораулау кыры өчен яраклы югары төгәллек, югары сыйфатлы корыч торба торба сүндерү җиһазларын эшкәртү.

Aboveгарыдагы барлык җиһазлар да автоматлаштырылган һәм кул куллануда да бар, төрле эшкәртү ихтыяҗлары һәм җиһаз чыгымнары буенча, сез корыч торбасын эшкәртү биремнәрен эшкәртү өчен дөрес җиһазны сайлый аласыз.
1 Эшкәртү процессында диаметры, дивар калынлыгы, тишек диаметры һәм корыч торбаның башка үлчәмнәре аның клиентлар таләп иткән үлчәмле төгәллек стандартларына туры килүен тәэмин итү өчен төгәл контрольдә тотылырга тиеш.
(2) өслек сыйфатын контрольдә тоту: корыч торба үрнәге корыч торба һәм эстетиканы куллануга мөһим йогынты ясый. Эшкәртү процессында без корыч торбаның сыйфатын тигезләү, бурр, ярык, ярыклар юк.
3 Эшкәртү процессында тишек дистанциясен, тишекнең диаметры, тишек позициясен һәм корыч торба бораулауның башка аспектларын контрольдә тотарга кирәк.
(4) Эффективлык эшкәртү белән идарә итү: корыч торба процент эшкәртү эффективлыкны эшкәртү проблемасын исәпкә алырга тиеш. Сыйфатны контрольдә тоту бүлмәсе нигезендә, эшкәртү параметрларын оптимальләштерергә һәм клиентлар таләпләрен канәгатьләндерү өчен эшкәртү нәтиҗәлелеген яхшыртырга кирәк.
(5) ачыклау һәм сынау: үлчәмле төгәллек, өслек төгәллеге, өслеге сыйфаты, корыч торба төгәллеге һ.б. Клиент таләпләренә һәм стандартларына туры килүен тәэмин итүдә эшкәртү вакытында ачыкланырга һәм сыналырга тиеш. Гадәттә кулланылган ачыклау чараларын өч координацияләү үлчәү, оптик үлчәү, УЗИны ачыклау, магнит кисәкчәләре флагын ачыклау һәм шулай.
Пост вакыты: Ян-30-2024




