

1. Увођење бешавне челичне цеви
Бешавна челична цев је врста кружног, квадратног, правоугаоног челика са шупљим одељком и нема зглобова около. Бешавна челична цев израђена је од челичне индуготине или чврсте цеви празне перфориране у вунену цев, а затим је направљена врућом котрљањем, хладном ролом или хладном цртежом. Бежична челична цев има шупљи део, велики број коришћених за преношење течности, челичних цеви и челичног челика и другог чврстог челика, у савијањем и торзивној снази истовремено, лагана тежина је врста економског дела челика Широко се користи у производњи структурних делова и механичких делова, као што су челичне скеле за бушење нафте.
2 Историја развоја бешавне челичне цеви
Бешавна производња челичних цеви има историју од скоро 100 година. Немачка браћа Манисман први је измислила двостепену машину за пробијање на СКЕВ 1885. године, а проналазак периодичне цеви за ваљање 1891. године. 1903. године, швајцарска РЦстиефел је измислила аутоматску цевску машину за цеви (такође познат као горња машина за цеви) , а касније су се појавили континуирану цевску машину за ваљање и машину за гурање цеви и остале машине за проширење, почевши да формирају модерну бешавну индустрију цеви цеви. 1930-их, сорта квалитета челичне цеви била је побољшана усвајањем три висококвалитетна машина за ваљање цеви, екструдирајућом машином и периодичним хладним машинама за хладну цев. 1960-их, због побољшања континуиране машине за котрљање цеви, појава трокреветних перфоратора, посебно примене машине за смањење напетости и континуираног успеха за бацање, побољшати ефикасност производње, побољшати бешавну цевску и заварену цевску способност цеви. У 70-товој бешалној цеви и заварена цев је у току, светски производња челичних цеви по стопи од више од 5% годишње. Од 1953. године Кина је приложила велики значај за развој бешавне индустрије челичне цеви и у почетку је формирала производну систем за ваљање различитих великих, средњих и малих цеви. Бакрена цев је такође уобичајена укрштена перфорација котрљања котрљања, превртања цеви, процес цртања завојнице.
3. Употреба и класификација бешавне челичне цеви
Употреба:
Бешавна челична цев је врста економског пресјека од пресјека, има веома важан положај у националној економији, широко се користи у нафти, хемијска индустрија, котлама, прерађивачима, производњи машина, аутоподилације, ваздухопловства, ваздухопловством, енергијом, геологију , грађевинарство и војни и други сектори.
Класификација:
(1) Према облику одељка, подељен је у кружну цев за цев и специјалну цев за одељак
(2) Према материјалу: Царбон челична цев, челична цевлевна цев, цев од нехрђајућег челика, композитна цев
(3) Према режиму везе: навојне прикључне цеви, заварена цев
(4) Према начину производње: вруће ваљање (екструзија, врх, ширење) цев, хладно ваљање (цртеж) цев
(5) Помоћу: котловница, цеви за уље, цев цевовода, структура цеви, хемијска ђубрива цев ......
4, непрекидан процес производње челичног цеви
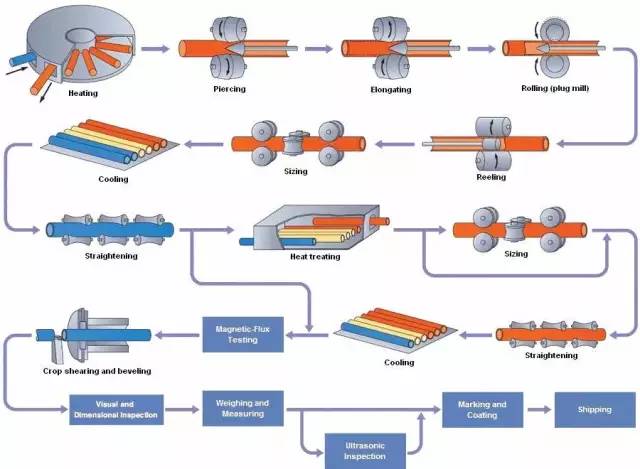
① Главни процес производње (главни поступак инспекције) вруће ваљане челичне цеви:
Припрема и инспекција празног цеви → Грејање цеви Бланк → Перфорација → Котрљање цеви → Прегревање цеви у отпаду → Пречишћавање (редукујући) → Исправљање готове цеви → Завршетак → инспекција (неразорна, физичка и хемијска) Инспекција стола) → Складиштење
② Хладно ваљано (цртање) бешавне челичне цеви Главни процес производње цеви
Blank preparation → pickling lubrication → cold rolling (drawing) → heat treatment → straightening → finishing → inspection.
5. Графикон протока процеса производње вруће ваљане бешавне челичне цеви је следећи:
Вријеме поште: Мар-13-2023




