

1. Zavedenie bezšvíkových oceľových rúr
Bezšvíková oceľová rúra je druh kruhovej, štvorcovej, obdĺžnikovej ocele s dutým prierezom a bez spojov. Oceľová bezšvíková rúra je vyrobená z oceľového ingotu alebo pevného rúrkového polotovaru perforovaného do vlnenej rúrky a potom vyrobená valcovaním za tepla, valcovaním za studena alebo ťahaním za studena. Bezšvíková oceľová rúra má dutý prierez, veľké množstvo sa používa na prepravu kvapalinového potrubia, oceľových rúr a kruhovej ocele a inej pevnej ocele, v ohybe a torznej pevnosti súčasne, nízka hmotnosť, je druhom ekonomickej sekcie ocele, ktorá sa široko používa pri výrobe konštrukčných dielov a mechanických častí, ako je oceľové lešenie na vŕtanie ropy.
2. História vývoja bezšvíkových oceľových rúr
Výroba bezšvíkových oceľových rúr má takmer 100-ročnú históriu. Nemeckí bratia Manismanovci prvýkrát vynašli v roku 1885 stroj na prepichovanie dvoch vysokých úkosov a v roku 1891 vynález stroja na periodické valcovanie rúrok. V roku 1903 vynašiel Švajčiar RCStiefel automatický stroj na valcovanie rúr (známy aj ako stroj na valcovanie horných rúrok) a neskôr sa objavil moderný stroj na kontinuálne valcovanie rúr a iné priemyselné stroje na predlžovanie rúr na lisovanie bezšvíkových rúr. V tridsiatych rokoch minulého storočia sa kvalita rozmanitosti oceľových rúr zlepšila prijatím stroja na valcovanie rúr s tromi vysokými rúrami, vytláčacieho stroja a stroja na pravidelné valcovanie rúr za studena. V 60. rokoch 20. storočia v dôsledku zlepšenia stroja na kontinuálne valcovanie rúr, objavenia sa trojvalcového perforátora, najmä aplikácie stroja na zníženie napätia a úspechu predvalkov na kontinuálne odlievanie, sa zlepšila efektívnosť výroby, zlepšila sa súťaživosť bezšvíkových rúr a zváraných rúr. V 70-tych rokoch sú bezšvíkové rúry a zvárané rúry rovnaké ako svetová produkcia oceľových rúr vo výške viac ako 5 % ročne. Od roku 1953 Čína pripisuje veľký význam rozvoju priemyslu bezšvíkových oceľových rúr a pôvodne vytvorila výrobný systém na valcovanie rôznych veľkých, stredných a malých rúr. Medená rúrka je tiež bežne používaná ingotová krížová valcovacia perforácia, valcovanie rúr, proces ťahania zvitkov.
3. Použitie a klasifikácia bezšvíkových oceľových rúr
Použitie:
Bezšvíkové oceľové rúry sú druhom ekonomickej prierezovej ocele, má veľmi dôležité postavenie v národnom hospodárstve, široko používané v ropnom, chemickom priemysle, kotolniach, elektrárňach, lodiach, strojárstve, automobilovom, leteckom, kozmickom, energetickom, geologickom, stavebnom, vojenskom a iných odvetviach.
Klasifikácia:
(1) Podľa tvaru prierezu sa delí na rúrku s kruhovým prierezom a rúrku špeciálneho tvaru
(2) Podľa materiálu: rúrka z uhlíkovej ocele, rúrka z legovanej ocele, rúrka z nehrdzavejúcej ocele, kompozitná rúrka
(3) Podľa spôsobu pripojenia: závitové spojovacie potrubie, zvárané potrubie
(4) Podľa spôsobu výroby: rúrka na valcovanie za tepla (extrúzia, horná, expanzná), rúrka na valcovanie za studena (ťahanie)
(5) podľa použitia: potrubie kotla, potrubie ropného vrtu, potrubie potrubia, potrubie konštrukcie, potrubie na chemické hnojivo……
4, proces výroby bezšvíkových oceľových rúr
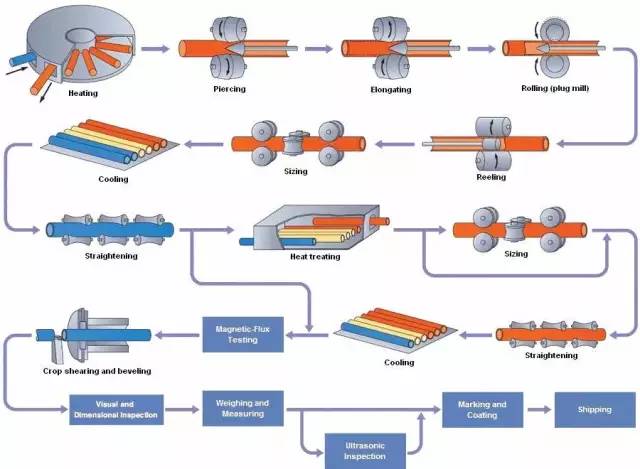
① Hlavný výrobný proces (hlavný proces kontroly) bezšvíkových oceľových rúr valcovaných za tepla:
Príprava a kontrola polotovaru rúry → ohrev polotovaru → perforácia → Valcovanie → ohrievanie rúry v odpade → fixácia (zmenšovanie) priemeru → tepelné spracovanie → vyrovnávanie hotovej rúry → konečná úprava → kontrola (nedeštruktívna, fyzikálna a chemická, kontrola na stole) → skladovanie
② Hlavný výrobný proces bezšvíkových oceľových rúr valcovaný za studena (ťahanie).
Príprava polotovaru → morenie mazanie → valcovanie za studena (ťahanie) → tepelné spracovanie → vyrovnávanie → konečná úprava → kontrola.
5. Schéma výrobného procesu bezšvíkových oceľových rúr valcovaných za tepla je nasledovná:
Čas odoslania: 13. marca 2023




