

1. Wprowadzenie do rur stalowych bez szwu
Rura stalowa bez szwu to rodzaj okrągłej, kwadratowej, prostokątnej stali z pustą sekcją i bez połączeń dookoła. Rura stalowa bez szwu jest wykonana z wlewka stalowego lub litej rury perforowanej na rurę wełnianą, a następnie wykonana przez walcowanie na gorąco, walcowanie na zimno lub ciągnienie na zimno. Rura stalowa bez szwu ma pustą sekcję, dużą liczbę używanych do transportu płynów rurociągów, rur stalowych i okrągłej stali i innej litej stali, w wytrzymałości na zginanie i skręcanie w tym samym czasie, lekka, jest rodzajem ekonomicznej sekcji stali, szeroko stosowanej w produkcji części konstrukcyjnych i części mechanicznych, takich jak stalowe rusztowania do wiercenia ropy naftowej.
2. Historia rozwoju rur stalowych bez szwu
Produkcja rur stalowych bez szwu ma historię liczącą prawie 100 lat. Niemieccy bracia Manisman po raz pierwszy wynaleźli dwu-wysoką skośną maszynę przebijającą w 1885 r., a okresową walcarkę do rur w 1891 r. W 1903 r. Szwajcar RCStiefel wynalazł automatyczną walcarkę do rur (znaną również jako górna walcarka do rur), a później pojawiła się ciągła walcarka do rur i maszyna do pchania rur oraz inne maszyny przedłużające, co zapoczątkowało tworzenie nowoczesnego przemysłu rur stalowych bez szwu. W latach 30. XX wieku jakość różnych rur stalowych została poprawiona dzięki przyjęciu trzy-wysokiej walcarki do rur, wytłaczarki i okresowej walcarki do rur na zimno. W latach 60. XX wieku, dzięki udoskonaleniu ciągłej walcarki do rur, pojawieniu się perforatora trójwalcowego, zwłaszcza zastosowaniu maszyny redukującej naprężenie i ciągłego odlewania kęsów, poprawie wydajności produkcji, zwiększeniu konkurencyjności rur bezszwowej i spawanych. W latach 70. rury bezszwowe i rury spawane są na równi, światowa produkcja rur stalowych wynosi ponad 5% rocznie. Od 1953 r. Chiny przywiązują dużą wagę do rozwoju przemysłu rur stalowych bez szwu i początkowo utworzyły system produkcyjny do walcowania różnych dużych, średnich i małych rur. Rury miedziane są również powszechnie stosowane w procesie walcowania poprzecznego wlewków, walcowania rur, ciągnienia kręgów.
3. Zastosowanie i klasyfikacja rur stalowych bez szwu
Używać:
Rury stalowe bez szwu to rodzaj ekonomicznej stali o przekroju poprzecznym, która odgrywa bardzo ważną rolę w gospodarce narodowej, jest szeroko stosowana w przemyśle naftowym, chemicznym, kotłowniach, elektrowniach, okrętach, przemyśle maszynowym, samochodowym, lotniczym, kosmicznym, energetycznym, geologicznym, budowlanym, wojskowym i innych sektorach.
Klasyfikacja:
(1) Ze względu na kształt przekroju rury dzielą się na rury o przekroju kołowym i rury o przekroju specjalnym
(2) W zależności od materiału: rura ze stali węglowej, rura ze stali stopowej, rura ze stali nierdzewnej, rura kompozytowa
(3) Według sposobu połączenia: rura przyłączeniowa gwintowana, rura spawana
(4) Według metody produkcji: rury walcowane na gorąco (wytłaczanie, górne, rozszerzanie), rury walcowane na zimno (ciągnienie)
(5) według zastosowania: rura kotłowa, rura studni naftowej, rura rurociągowa, rura konstrukcyjna, rura do nawozów chemicznych……
4. Proces produkcji rur stalowych bez szwu
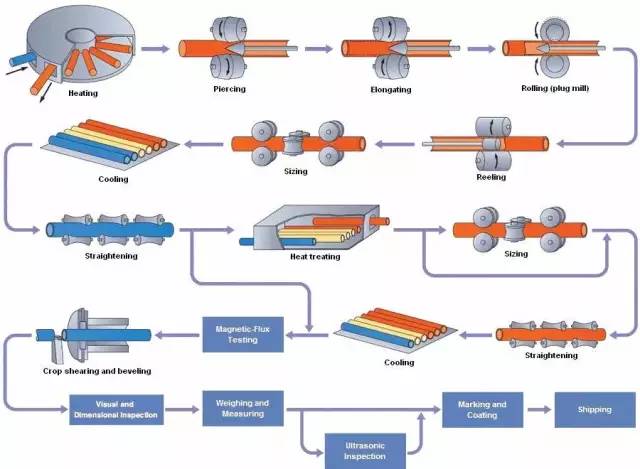
① Główny proces produkcyjny (główny proces kontroli) rur stalowych bez szwu walcowanych na gorąco:
Przygotowanie i kontrola półfabrykatu rury → podgrzewanie półfabrykatu rury → perforowanie → walcowanie rury → podgrzewanie rury w odpadzie → ustalanie (zmniejszanie) średnicy → obróbka cieplna → prostowanie gotowej rury → wykańczanie → kontrola (nieniszcząca, fizyczna i chemiczna, kontrola stołowa) → przechowywanie
② Główny proces produkcji rur stalowych bez szwu walcowanych na zimno (ciągnionych)
Przygotowanie półfabrykatu → trawienie, smarowanie → walcowanie na zimno (ciągnienie) → obróbka cieplna → prostowanie → wykańczanie → kontrola.
5. Schemat blokowy procesu produkcji rur stalowych bez szwu walcowanych na gorąco przedstawia się następująco:
Czas publikacji: 13-03-2023




