

भोकस्टील पाईपही एक प्रक्रिया पद्धत आहे जी वेगवेगळ्या औद्योगिक गरजा पूर्ण करण्यासाठी स्टील पाईपच्या मध्यभागी विशिष्ट आकाराचे छिद्र पाडण्यासाठी यांत्रिक उपकरणे वापरते.
स्टील पाईप छिद्र पाडण्याचे वर्गीकरण आणि प्रक्रिया
वर्गीकरण: छिद्राचा व्यास, छिद्रांची संख्या, छिद्रांचे स्थान इत्यादी विविध घटकांनुसार, स्टील पाईप छिद्र प्रक्रिया सिंगल-होल छिद्र, मल्टी-होल छिद्र, गोल-होल छिद्र, चौरस-होल छिद्र, कर्ण-होल छिद्र आणि असेच अनेक प्रकारांमध्ये विभागली जाऊ शकते.
प्रक्रिया प्रवाह: स्टील पाईप ड्रिलिंगच्या मुख्य प्रक्रिया प्रवाहात उपकरणे चालू करणे, योग्य ड्रिल किंवा साचा निवडणे, प्रक्रिया पॅरामीटर्स सेट करणे, स्टील पाईप निश्चित करणे आणि ड्रिलिंग ऑपरेशन पार पाडणे समाविष्ट आहे.
स्टील पाईप छिद्र पाडण्यासाठी सामग्रीची उपयुक्तता आणि वापर क्षेत्र
मटेरियल लागू करण्यायोग्यता: स्टील पाईप छिद्र प्रक्रिया कार्बन स्टील, स्टेनलेस स्टील, कॉपर पाईप, अॅल्युमिनियम पाईप इत्यादी विविध मटेरियलच्या स्टील पाईप्सना लागू आहे.
अनुप्रयोग क्षेत्रे: स्टील पाईप छिद्र प्रक्रियेमध्ये बांधकाम, विमानचालन, ऑटोमोटिव्ह, यंत्रसामग्री उत्पादन आणि इतर क्षेत्रांमध्ये विस्तृत अनुप्रयोग आहेत, जसे की घटक कनेक्शन, वेंटिलेशन आणि एक्झॉस्ट, ऑइल लाइन पेनिट्रेशन इ.

स्टील पाईप छिद्र प्रक्रिया तंत्रज्ञान
(१) सॉ ब्लेड छिद्र: लहान छिद्रे पाडण्यासाठी योग्य, ज्याचा फायदा जलद गती आणि कमी खर्च आहे, ज्याचा तोटा म्हणजे छिद्राची अचूकता जास्त नाही.
(२) कोल्ड स्टॅम्पिंग पंचिंग: वेगवेगळ्या आकाराच्या छिद्रांना लागू, ज्याचे फायदे म्हणजे छिद्रांची उच्च अचूकता, छिद्रांच्या कडा गुळगुळीत असतात, तोटा म्हणजे उपकरणांची किंमत जास्त असते आणि साचा बदलण्यासाठी बराच वेळ लागतो.
(३) लेसर पंचिंग: उच्च अचूकता आणि उच्च दर्जाच्या छिद्रांसाठी योग्य, त्याचा फायदा म्हणजे छिद्रांची उच्च अचूकता, छिद्राची धार गुळगुळीत आहे, तोटा म्हणजे उपकरणे महाग आहेत, देखभाल खर्च जास्त आहे.
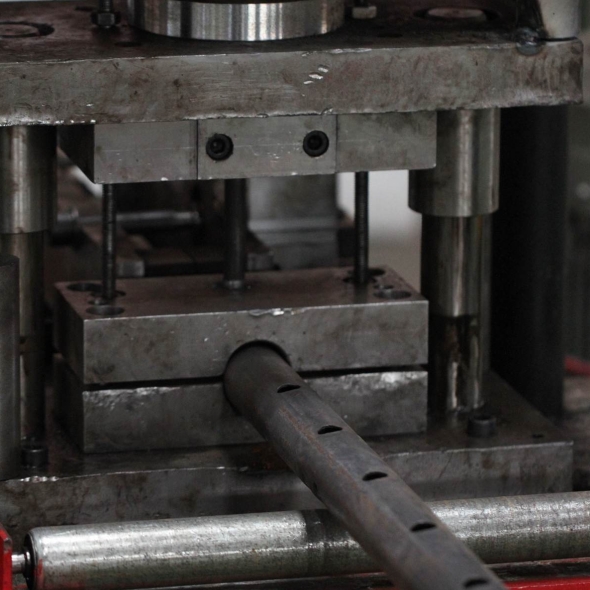
स्टील पाईप पंचिंग प्रक्रिया उपकरणे
(१) पंचिंग मशीन: पंचिंग मशीन हे एक प्रकारचे व्यावसायिक स्टील पाईप छिद्र प्रक्रिया उपकरण आहे, जे उच्च-आवाज, उच्च-कार्यक्षमता आणि उच्च-परिशुद्धता स्टील पाईप छिद्र प्रक्रियेसाठी योग्य आहे.
(२) ड्रिलिंग मशीन: ड्रिलिंग मशीन हे एक प्रकारचे सामान्य स्टील पाईप छिद्र प्रक्रिया उपकरण आहे, जे लहान बॅच, कमी अचूक स्टील पाईप छिद्र प्रक्रियेसाठी योग्य आहे.
(३) लेसर ड्रिलिंग मशीन: लेसर ड्रिलिंग मशीन हे एक प्रकारचे उच्च-परिशुद्धता, उच्च-गुणवत्तेचे स्टील पाईप ड्रिलिंग प्रक्रिया उपकरण आहे, जे उच्च-स्तरीय स्टील पाईप ड्रिलिंग प्रक्रिया क्षेत्रासाठी योग्य आहे.

वरील सर्व उपकरणे स्वयंचलित आणि मॅन्युअल दोन्ही ऑपरेशनमध्ये उपलब्ध आहेत, वेगवेगळ्या प्रक्रिया गरजा आणि उपकरणांच्या खर्चानुसार, तुम्ही स्टील पाईप पंचिंग प्रक्रिया कार्ये पूर्ण करण्यासाठी योग्य उपकरणे निवडू शकता.
(१) मितीय अचूकता नियंत्रण: स्टील पाईप पंचिंगची मितीय अचूकता त्याच्या त्यानंतरच्या अनुप्रयोगाच्या परिणामावर थेट परिणाम करते. प्रक्रिया प्रक्रियेत, स्टील पाईपचा व्यास, भिंतीची जाडी, छिद्राचा व्यास आणि इतर परिमाणे अचूकपणे नियंत्रित करणे आवश्यक आहे जेणेकरून ते ग्राहकांना आवश्यक असलेल्या मितीय अचूकता मानकांची पूर्तता करेल.
(२) पृष्ठभागाची गुणवत्ता नियंत्रण: स्टील पाईपच्या छिद्राच्या पृष्ठभागाच्या गुणवत्तेचा स्टील पाईपच्या वापरावर आणि सौंदर्यशास्त्रावर महत्त्वाचा प्रभाव पडतो. प्रक्रियेच्या प्रक्रियेत, आपल्याला स्टील पाईपच्या पृष्ठभागाची गुणवत्ता गुळगुळीतपणा, बुरशी नसणे, क्रॅक नसणे इत्यादी बाबतीत नियंत्रित करणे आवश्यक आहे.
(३) छिद्रांची स्थिती अचूकता नियंत्रण: स्टील पाईप ड्रिलिंगची छिद्रांची स्थिती अचूकता त्याच्या त्यानंतरच्या अनुप्रयोगाच्या परिणामावर थेट परिणाम करते. प्रक्रिया प्रक्रियेत, छिद्रांचे अंतर, छिद्राचा व्यास, छिद्रांची स्थिती आणि स्टील पाईप ड्रिलिंगच्या इतर पैलूंची अचूकता नियंत्रित करणे आवश्यक आहे.
(४) प्रक्रिया कार्यक्षमता नियंत्रण: स्टील पाईप छिद्र प्रक्रियेसाठी प्रक्रिया कार्यक्षमतेची समस्या विचारात घेणे आवश्यक आहे. गुणवत्ता नियंत्रणाच्या आधारावर, ग्राहकांच्या गरजा पूर्ण करण्यासाठी प्रक्रिया पॅरामीटर्स ऑप्टिमाइझ करणे आणि प्रक्रिया कार्यक्षमता सुधारणे आवश्यक आहे.
(५) शोध आणि चाचणी: स्टील पाईपची मितीय अचूकता, पृष्ठभागाची गुणवत्ता, छिद्रांची अचूकता इत्यादी गोष्टी प्रक्रियेदरम्यान शोधणे आणि चाचणी करणे आवश्यक आहे जेणेकरून ते ग्राहकांच्या गरजा आणि मानके पूर्ण करते याची खात्री होईल. सामान्यतः वापरल्या जाणाऱ्या शोध साधनांमध्ये तीन-समन्वय मापन, ऑप्टिकल मापन, अल्ट्रासोनिक दोष शोधणे, चुंबकीय कण दोष शोधणे इत्यादींचा समावेश आहे.
पोस्ट वेळ: जानेवारी-३०-२०२४




