

1. Besiūlio plieno vamzdžio įvedimas
Besiūlis plieninis vamzdis yra apvalus, kvadratinis, stačiakampis plienas su tuščiaviduriu skyriumi ir be jungčių. Besiūlis plieninis vamzdis yra pagamintas iš plieno luito arba vientiso vamzdžio ruošinio, perforuoto į vilnos vamzdį, o po to gaminamas karšto valcavimo, šalto valcavimo arba šalto tempimo būdu. Besiūlis plieninis vamzdis turi tuščiavidurę sekciją, daug naudojamas skysčių vamzdynams, plieniniams vamzdžiams ir apvaliam plienui bei kitam kietam plienui tiekti, lenkimo ir sukimo stipris tuo pačiu metu, lengvas, yra tam tikra ekonominė plieno dalis, plačiai naudojama gaminant konstrukcines dalis ir mechanines dalis, tokias kaip naftos gręžimo plieno pastoliai.
2. Besiūlių plieninių vamzdžių kūrimo istorija
Besiūlių plieninių vamzdžių gamybos istorija siekia beveik 100 metų. Vokiečių broliai Manismanai pirmą kartą išrado dviejų aukštų įstrižų pradūrimo mašiną 1885 m., o periodinio vamzdžių valcavimo mašiną išrado 1891 m. 1903 m. šveicarai RCStiefel išrado automatinę vamzdžių valcavimo mašiną (taip pat žinomą kaip viršutinio vamzdžio valcavimo mašina), o vėliau pasirodė nepertraukiamo plieno vamzdžių valcavimo mašina ir vamzdžių prailginimo mašina. Dešimtajame dešimtmetyje plieninių vamzdžių įvairovė buvo pagerinta pritaikant trijų aukštų vamzdžių valcavimo mašiną, ekstruzijos mašiną ir periodinę šalto vamzdžių valcavimo mašiną. 1960-aisiais, patobulinus nepertraukiamo vamzdžių valcavimo mašiną, atsirado trijų ritinėlių perforatorius, ypač naudojant įtempimo mažinimo mašiną ir nepertraukiamo liejimo ruošinių sėkmę, pagerinamas gamybos efektyvumas, padidėja besiūlių vamzdžių ir suvirintų vamzdžių konkurencijos galimybės. Aštuntajame dešimtmetyje besiūliai vamzdžiai ir suvirinti vamzdžiai yra vienodi, o pasaulyje plieninių vamzdžių gamyba siekia daugiau nei 5% per metus. Nuo 1953 m. Kinija teikė didelę reikšmę besiūlių plieninių vamzdžių pramonės plėtrai ir iš pradžių sukūrė įvairių didelių, vidutinių ir mažų vamzdžių valcavimo sistemą. Varinis vamzdis taip pat dažnai naudojamas luitų kryžminiam - valcavimo perforavimui, vamzdžių valcavimui, ritės tempimo procesui.
3. Besiūlių plieninių vamzdžių naudojimas ir klasifikavimas
Naudokite:
Besiūliai plieniniai vamzdžiai yra ekonominio skerspjūvio plienas, užimantis labai svarbią vietą šalies ekonomikoje, plačiai naudojamas naftos, chemijos pramonės, katilų, elektrinių, laivų, mašinų gamybos, automobilių, aviacijos, kosmoso, energetikos, geologijos, statybos ir kariniuose bei kituose sektoriuose.
Klasifikacija:
(1) Pagal sekcijos formą jis yra padalintas į apskrito profilio vamzdį ir specialios formos sekcijos vamzdį
(2) Pagal medžiagą: anglies plieno vamzdis, legiruotojo plieno vamzdis, nerūdijančio plieno vamzdis, kompozicinis vamzdis
(3) Pagal prijungimo režimą: srieginis jungiamasis vamzdis, suvirintas vamzdis
(4) Pagal gamybos metodą: karšto valcavimo (ekstruzijos, viršutinio, išsiplėtimo) vamzdis, šalto valcavimo (tempimo) vamzdis
(5) pagal naudojimą: katilo vamzdis, alyvos gręžinio vamzdis, vamzdyno vamzdis, konstrukcijos vamzdis, cheminių trąšų vamzdis…
4, besiūlių plieninių vamzdžių gamybos procesas
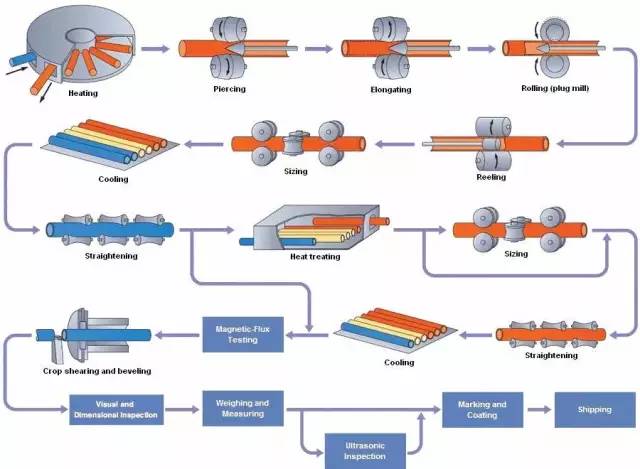
① Pagrindinis karšto valcavimo besiūlių plieno vamzdžių gamybos procesas (pagrindinis tikrinimo procesas):
Vamzdžio ruošinio paruošimas ir patikrinimas → vamzdžio ruošinio kaitinimas → perforavimas → vamzdžio valcavimas → vamzdžio pakartotinis pašildymas atliekose → skersmens tvirtinimas (sumažinimas) → terminis apdorojimas → gatavo vamzdžio tiesinimas → apdaila → patikrinimas (neardomasis, fizinis ir cheminis, stalo patikrinimas) → sandėliavimas
② Pagrindinis šalto valcavimo (piešimo) besiūlių plieno vamzdžių gamybos procesas
Blanko paruošimas → ėsdinimo tepimas → šaltas valcavimas (braižymas) → terminis apdorojimas → tiesinimas → apdaila → apžiūra.
5. Karšto valcavimo besiūlių plieninių vamzdžių gamybos proceso schema yra tokia:
Paskelbimo laikas: 2023-03-13




