

1. Besiūlių plieninio vamzdžio įvedimas
Besiūliai plieniniai vamzdžiai yra savotiškas apskritas, kvadratinis, stačiakampis plienas su tuščiaviduriu pjūviu ir nėra sąnarių. Besiūliai plieniniai vamzdžiai yra pagaminti iš plieno luitų arba kieto vamzdžio, tuščios į vilnos vamzdį, o po to pagamintas karšto valcavimo, šalto valcavimo ar šalto piešinio. Besiūliame plieniniame vamzdyje yra tuščiavidurė sekcija, daugybė naudojamų skysčių vamzdynų, plieninių vamzdžių ir apvalaus plieno bei kitam kietajam plienui, tuo pačiu metu lenkimo ir sukimo stiprumo perteikimą, lengvas svoris yra savotiška ekonominė plieno dalis, Plačiai naudojamas gaminant konstrukcines ir mechanines dalis, tokias kaip alyvos gręžimo plieno pastoliai.
2. Besiūlių plieno vamzdžių vystymosi istorija
Besiūlių plieno vamzdžių gamybos istorijoje yra beveik 100 metų. Broliai vokiečių „Manisman“ pirmą kartą išrado dviejų aukštų pradurtų mašinų 1885 m., O 1891 m. Išradęs periodinį vamzdžių valcavimo mašiną. 1903 m. Šveicarijos Rcstiefel išrado automatinį vamzdžių valcavimo mašiną (dar vadinamą viršutine vamzdžių valcavimo mašina). , ir vėliau pasirodė ištisinis vamzdžių valcavimo mašina ir vamzdžių stumimo mašina ir kitos prailginimo mašinos, pradedant formuoti šiuolaikinę besiūlių plieno vamzdžių pramonę. Šeštajame dešimtmetyje plieninių vamzdžių įvairovė buvo pagerinta pritaikant trijų aukštų vamzdžių valcavimo mašiną, išspaudimo mašiną ir periodinę šaltų vamzdžių valcavimo mašiną. Septintajame dešimtmetyje, pagerinus nenutrūkstamą vamzdžių valcavimo mašiną, atsiradus trijų ritinėlių perforatoriui, ypač pritaikius įtampos mažinimo mašiną ir nuolatinę liejimo ruošinio sėkmę, pagerinkite gamybos efektyvumą, pagerinkite besiūlių vamzdžių ir suvirintų vamzdžių konkurencijos galimybes. 70 -ųjų vientisame vamzdyje ir suvirintame vamzdyje yra neatsiejama, pasaulio plieno vamzdžių išėjimas yra didesnis nei 5% per metus. Nuo 1953 m. Kinija labai svarbiau sklandžios plieno vamzdžių pramonės plėtrai ir iš pradžių sudarė gamybos sistemą, skirtą valdyti įvairius didelius, vidutinius ir mažus vamzdžius. Vario vamzdis taip pat dažniausiai naudojamas „Longot Cross“ - riedėjimo perforacija, vamzdžių malūno valcavimas, ritės piešimo procesas.
3. Besiūlių plieninio vamzdžio naudojimas ir klasifikavimas
Naudokite:
Besiūliai plieniniai vamzdžiai yra savotiškas ekonominio skerspjūvio plienas, turintis labai svarbią poziciją nacionalinėje ekonomikoje, plačiai naudojama naftos, chemijos pramonėje, katile, elektrinėje, laivų, mašinų gamyboje, automobiliuose, aviacijoje, aviacijoje, energetikoje, geologijoje , statybos ir kariniai bei kiti sektoriai.
Klasifikacija:
(1) Pagal skyriaus formą jis yra padalintas į apskritimo vamzdį ir specialios formos sekcijos vamzdį
(2) Pagal medžiagą: anglies plieno vamzdis, lydinio plieno vamzdis, nerūdijančio plieno vamzdis, kompozicinis vamzdis
(3) Pagal ryšio režimą: srieginis prijungimo vamzdis, suvirintas vamzdis
(4) Pagal gamybos metodą: karštas valcavimas (ekstruzija, viršus, išplėtimas) vamzdis, šaltas valcavimo (brėžinio) vamzdis
(5) Naudojant: katilo vamzdis, alyvos šulinio vamzdis, vamzdyno vamzdis, konstrukcijos vamzdis, cheminės trąšos vamzdis ...
4, besiūliai plieno vamzdžių gamybos procesas
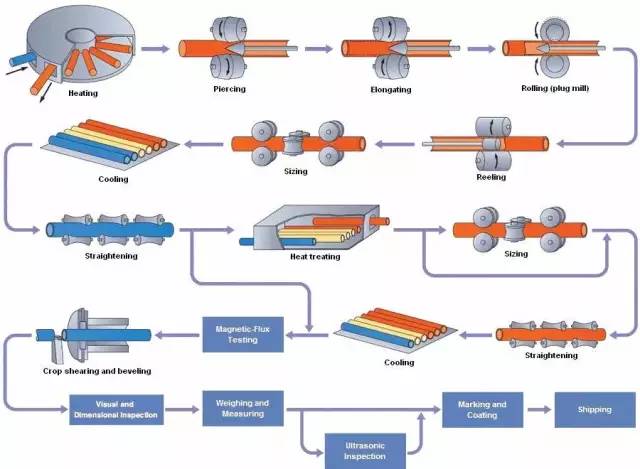
① Pagrindinis karšto vamzdžio vamzdžio gamybos procesas (pagrindinis tikrinimo procesas):
Vamzdžio ruošinys ir patikrinimas → Vamzdžio kaitinimo kaitinimas → Perforacija → Vamzdžio valymas → Vamzdžio pakartotinis pašildymas atliekose → Fixing (Reducing) skersmuo → Šiluminis apdorojimas → Gatavo vamzdžio ištiesinimas → Baigimas → Tikrinimas (neardomas, fizinis ir cheminis, Lentelės patikrinimas) → Sandėliavimas
② Šaltas suktas
Tuščias paruošimas → Marinavimo tepimas → Šaltas valcavimas (brėžinys) → Šiluminis apdorojimas → Išjungimas → Baigimas → Tikrinimas.
5. Karšto valcuoto besiūliojo plieninio vamzdžio gamybos proceso diagrama yra tokia:
Pašto laikas: 2013 m. Kovo 13 d




