

현재 태양광 브래킷 강철의 주요 부식 방지 방법은 55-80μm의 아연도금, 5-10μm의 알루미늄 합금을 사용하는 것입니다.
알루미늄 합금은 대기 환경 중에서 부동태화 영역에서 표면에 치밀한 산화 피막 층을 형성하여 활성 알루미늄 기지 표면이 주변 대기와 접촉하는 것을 방해하므로 매우 우수한 내식성을 가지며, 시간이 지날수록 부식 속도가 감소합니다.
일반적인 조건(C1-C4 등급 환경)에서 강철은 80μm 두께의 아연 도금으로 20년 이상 사용할 수 있지만, 습도가 높은 공업 지역이나 고염분 해안 또는 온대 해수에서는 부식 속도가 빨라지고 아연 도금량을 100μm 이상 해야 하며 매년 정기적인 유지 관리가 필요합니다.



다른 측면의 비교
1) 외관: 알루미늄 합금 프로파일은 양극 산화, 화학 연마, 불소화합물 분무, 전기영동 도장 등 다양한 표면 처리 방식을 적용하여 외관이 미려하며, 다양한 부식성 환경에도 잘 견딥니다.
강철은 일반적으로 아연도금, 표면 분무, 페인트 코팅 등을 거칩니다.
(2) 단면의 다양성: 알루미늄 합금 프로파일은 일반적으로 압출, 주조, 굽힘, 스탬핑 등의 방식으로 가공됩니다. 현재 압출 생산은 주류 생산 방식으로, 압출 다이를 통해 임의의 단면 프로파일을 생산할 수 있으며, 생산 속도가 비교적 빠릅니다.
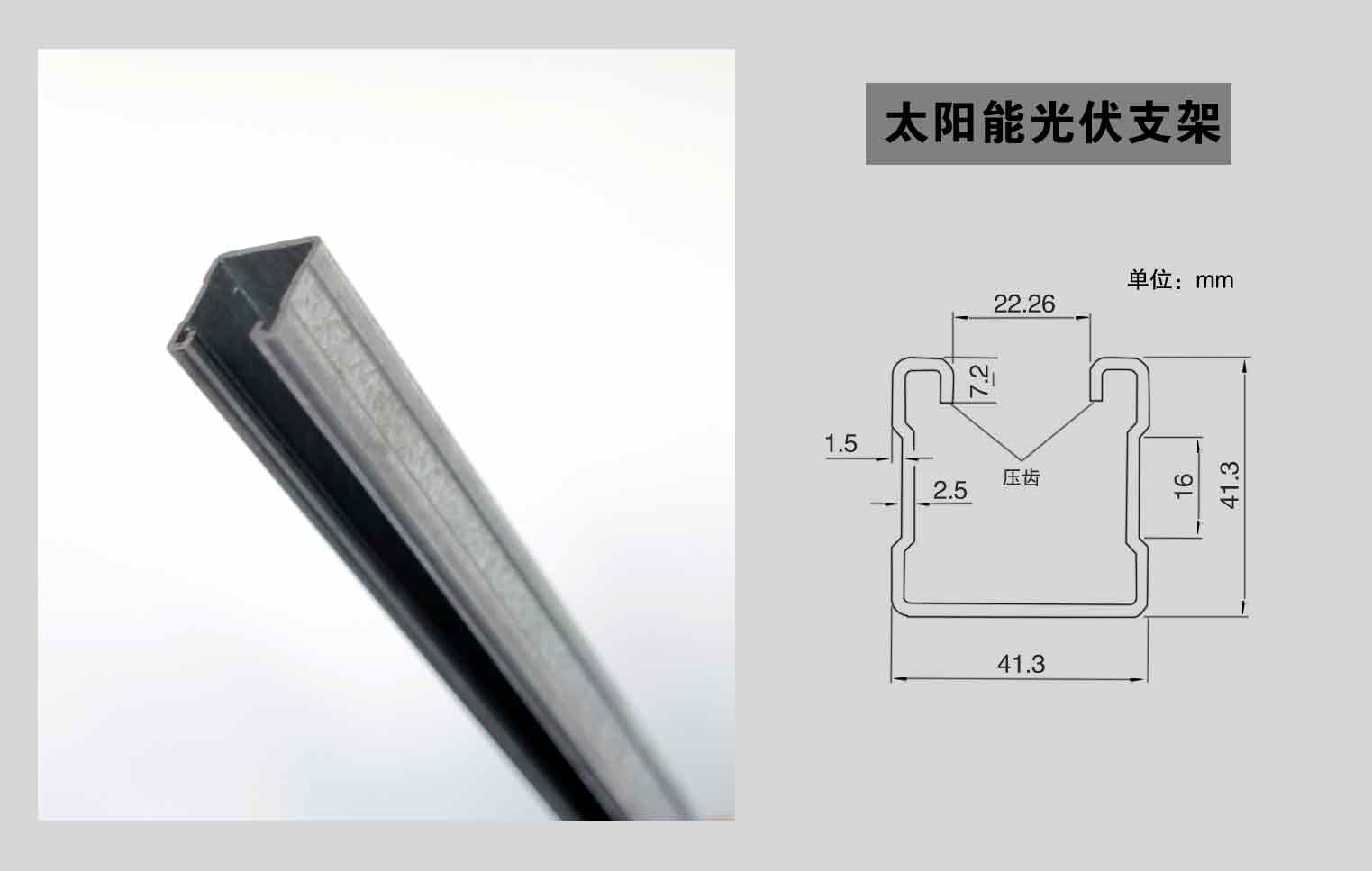
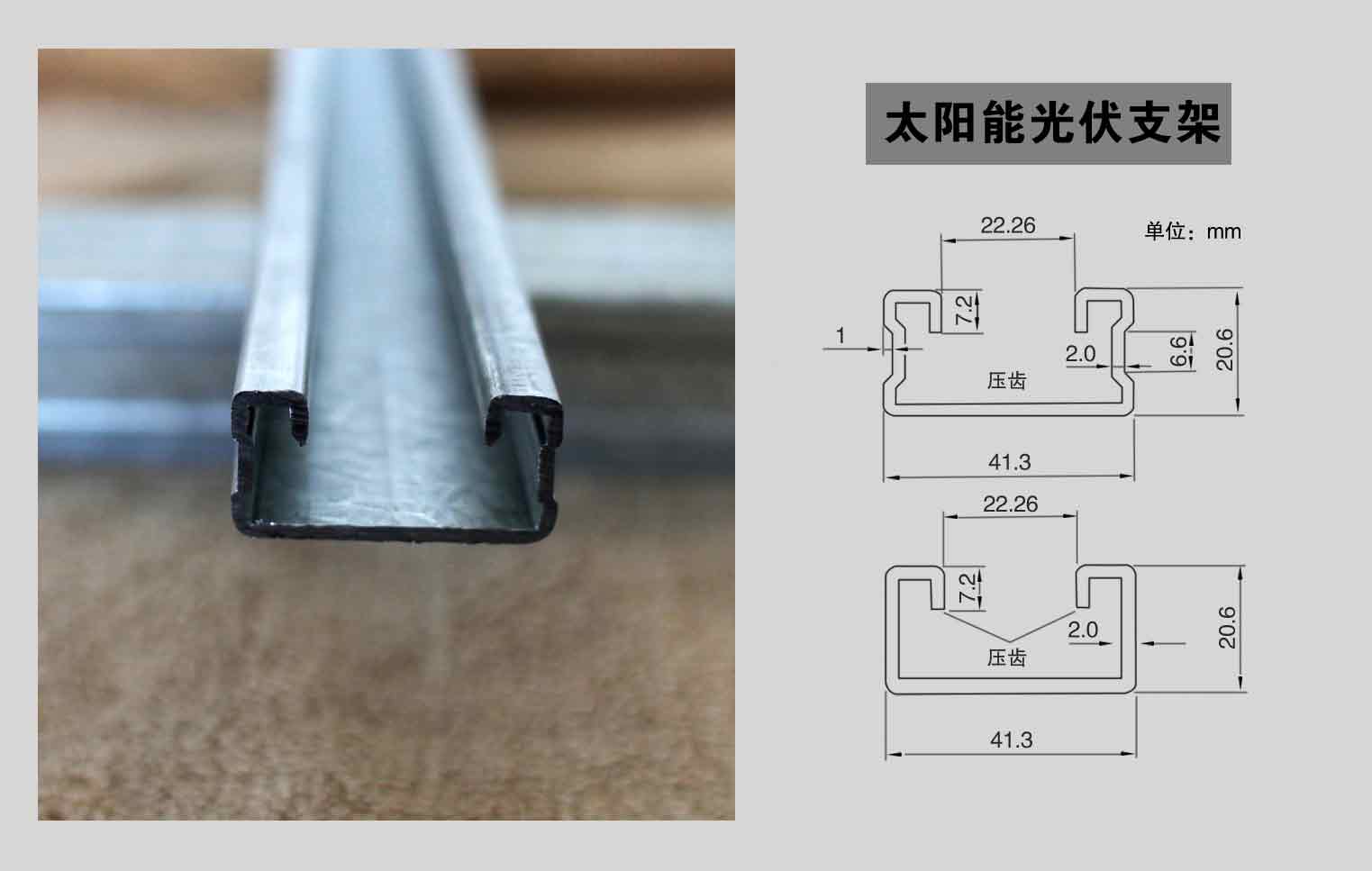
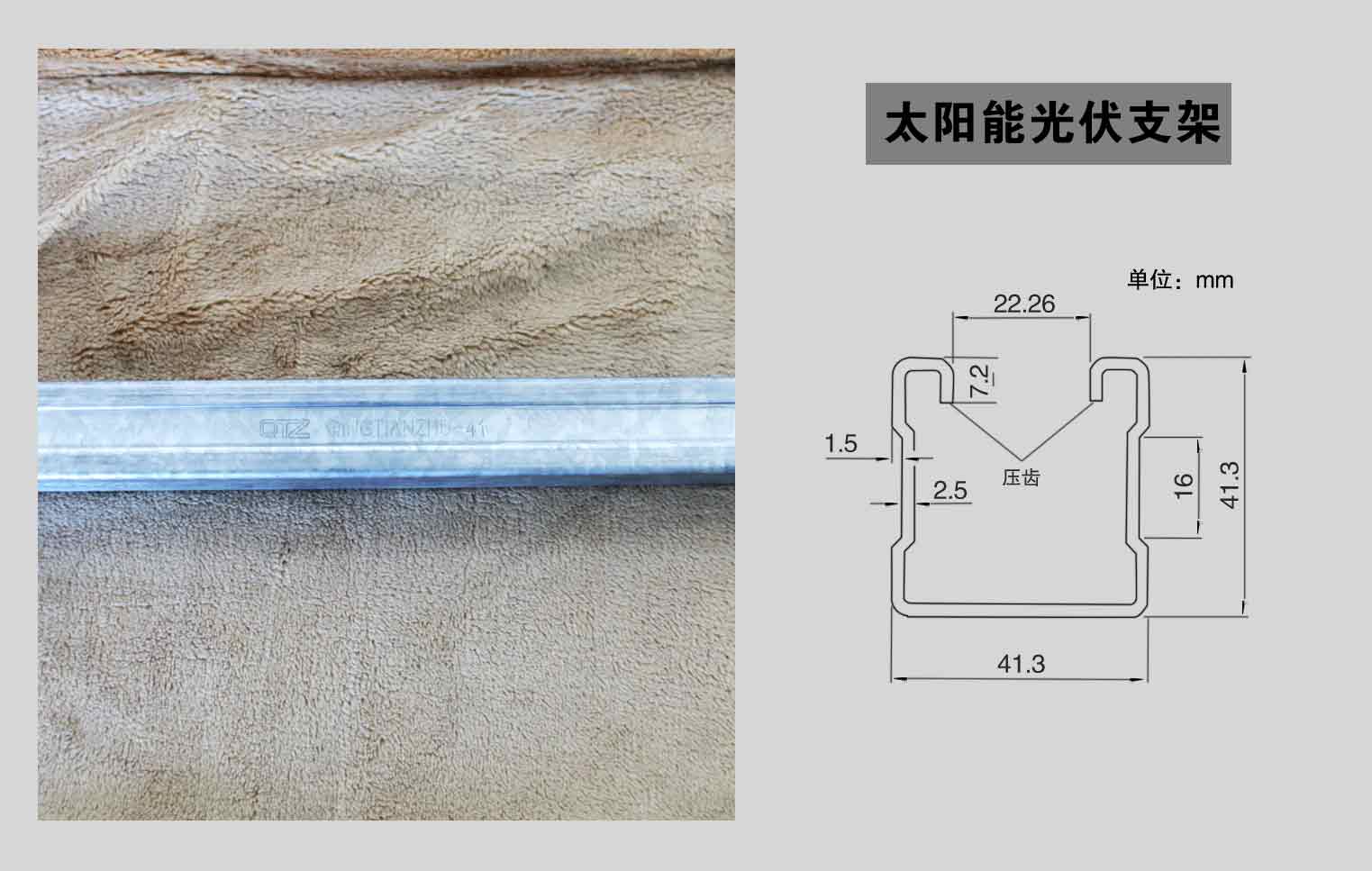
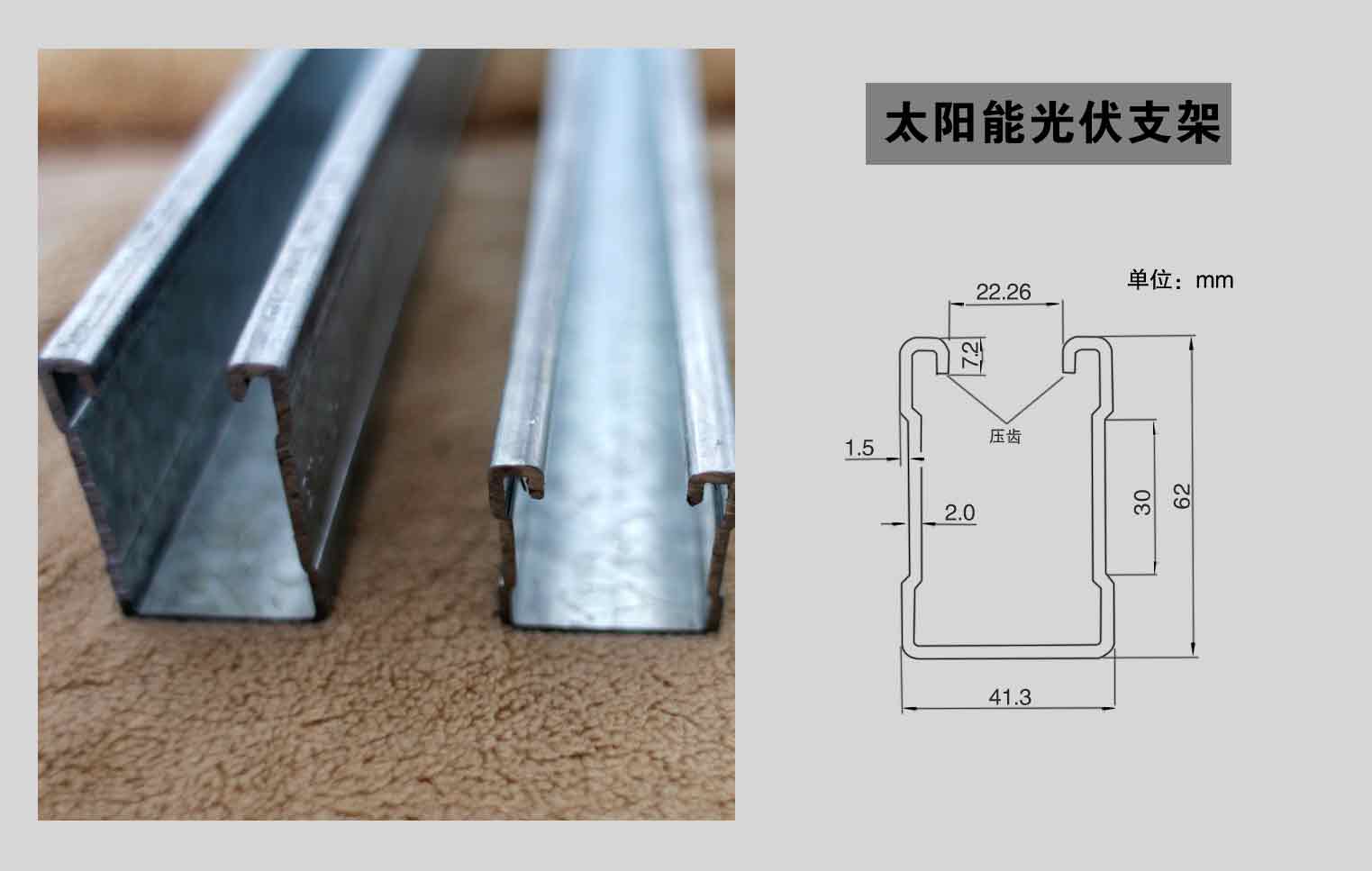
강철은 일반적으로 롤러 프레스, 주조, 굽힘, 스탬핑 등의 가공 방식에 사용됩니다. 롤러 프레스는 현재 냉간 성형 강철 생산의 주류를 이루고 있습니다. 단면은 롤러 프레스 휠 세트를 통해 조정해야 하지만, 일반 기계는 고정관념, 크기 조정, 단면 형상 변경 등을 거친 후에야 유사한 제품을 생산할 수 있습니다.C빔, Z-빔 및 기타 단면. 롤러 프레스 생산 방식은 고정도가 더 높고 생산 속도가 더 빠릅니다.
종합적인 성능 비교
(1) 알루미늄 합금 프로파일은 품질이 가볍고 외관이 아름다우며 내식성이 우수하여 일반적으로 화학공장 발전소 등 하중 지지와 강한 부식 환경이 필요한 옥상 발전소에 사용됩니다. 알루미늄 합금을 브래킷으로 사용하면 더 나은 결과를 얻을 수 있습니다.
(2) 강도가 높고 하중을 지탱할 때 처짐과 변형이 작아 발전소의 일반적인 환경이나 비교적 큰 하중을 받는 부품에 사용됩니다. 또한,아연 도금 C 채널버킷, 로더, 덤프트럭, 분쇄기, 분말 선별기 제조에 사용할 수 있습니다.아연 도금 채널다양한 암석, 모래, 자갈 등 어떤 형태의 마모에도 견딜 수 있습니다. 뛰어난 용접 성능, 충격 강도 및 굽힘 성능을 갖추고 있어 고강도 광석 및 부식성 물질과 같은 강한 연마 환경에서의 작업에 적합합니다.
(3) 비용: 일반적으로 기본 풍압은 0.6kN/m²이고, 스팬은 2m 이하이며, 알루미늄 합금 스텐트의 비용은 철구조 스텐트의 1.3~1.5배입니다. (예: 컬러강철 지붕) 알루미늄 합금 브라켓과 철구조 브라켓의 비용 차이는 비교적 적고, 무게 면에서 알루미늄 합금은 철구조 브라켓보다 훨씬 가볍기 때문에 옥상 발전소에 매우 적합합니다.
게시 시간: 2025년 2월 19일




