

Jelenleg a fotovoltaikus konzol acél fő korrózióellenes módszere forró, galvanizált 55-80 μm-es, alumínium ötvözet alkalmazásával anódos oxidációval, 5-10 μm alkalmazásával.
Alumíniumötvözet a légköri környezetben, a passzivációs zónában, a felülete sűrű oxidfilmréteget képez, amely akadályozza az aktív alumínium mátrix felületi érintkezését a környező atmoszférával, tehát nagyon jó korrózióállósággal rendelkezik, és a korrózió sebessége az idő meghosszabbításával csökken.
Az acél szokásos körülmények között (C1-C4 kategóriakörnyezet), a 80 μm-es horganyzott vastagság biztosíthatja a több mint 20 év felhasználását, de a magas páratartalomban vagy a magas sótartalmú tengerparton, vagy akár a mérsékelt tengervízkorrózió sebességének felgyorsulása, a horganyzás mennyiségének több mint 100 μm-nek kell lennie, és minden év rendszeres karbantartási igényének kell lennie.



Más szempontok összehasonlítása
1) Megjelenés: Az alumínium ötvözetprofilok sokféle felületkezeléssel rendelkeznek, például anód oxidáció, kémiai polírozás, fluor -szénhidrokon permetezés, elektroforetikus festés. A megjelenés gyönyörű, és képes alkalmazkodni a környezet különféle erős korrozív hatásaihoz.
Az acél általában forró dip -horganyzott, felszíni permetezés, festékbevonat és így tovább.
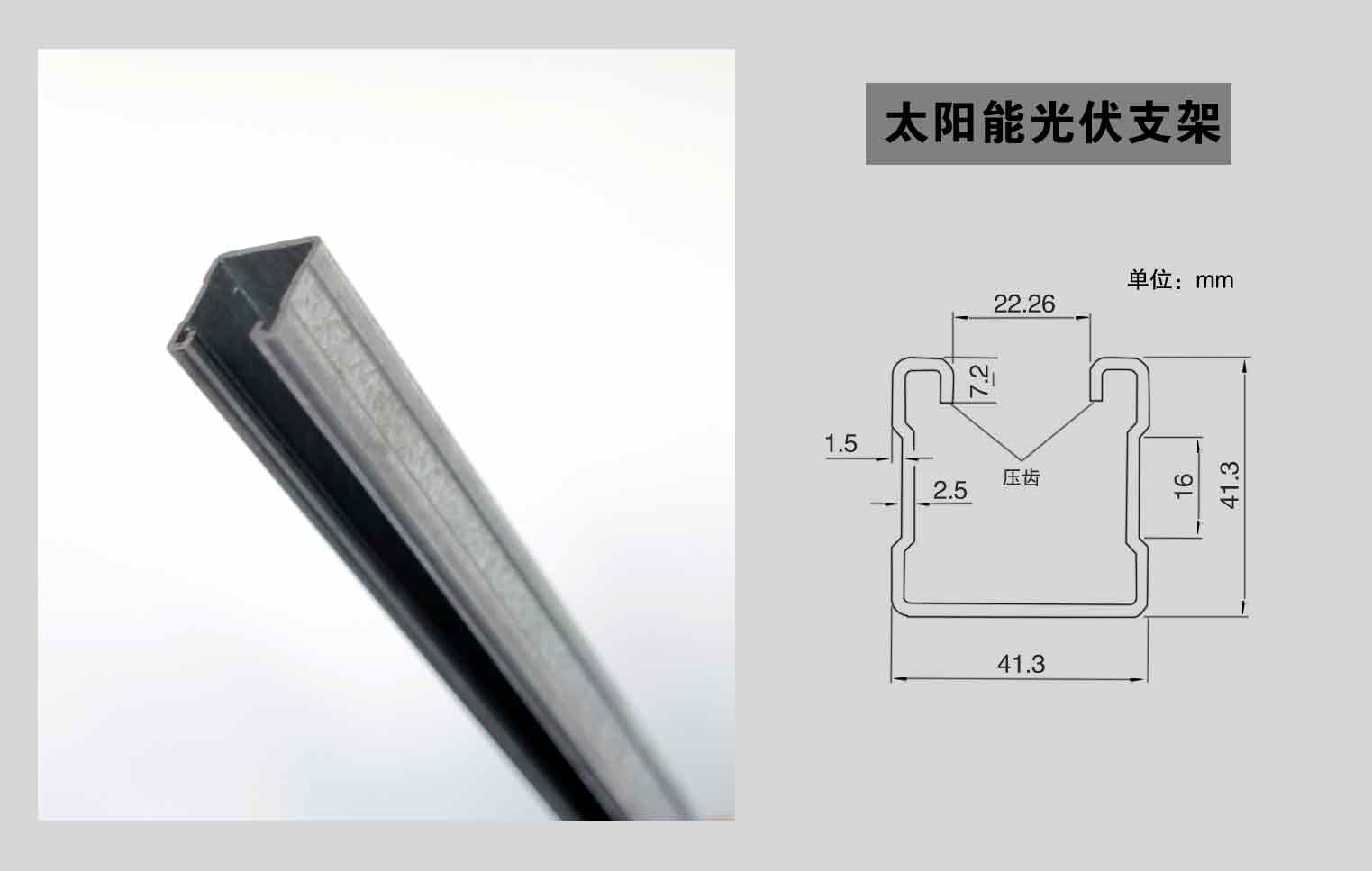
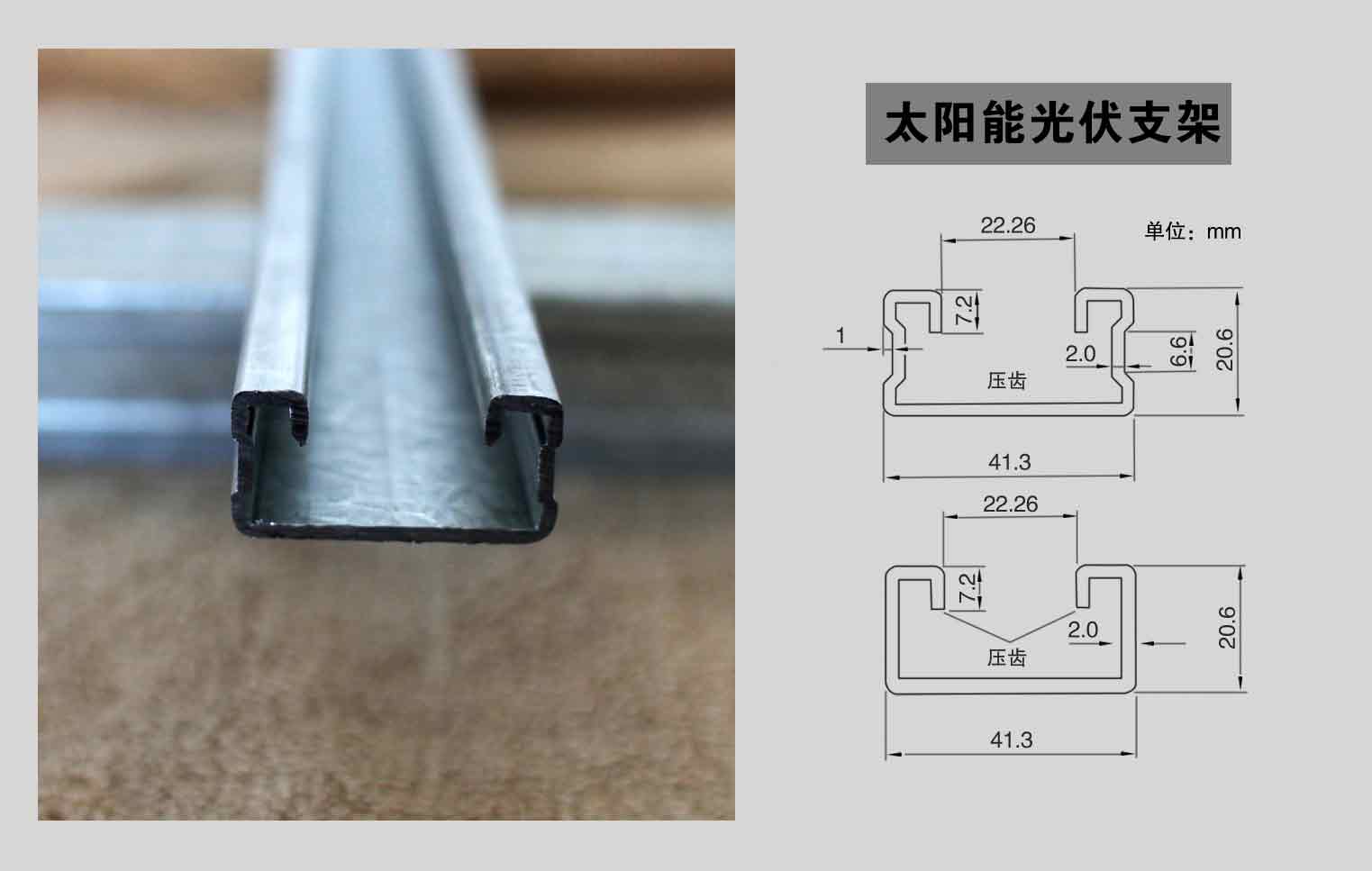
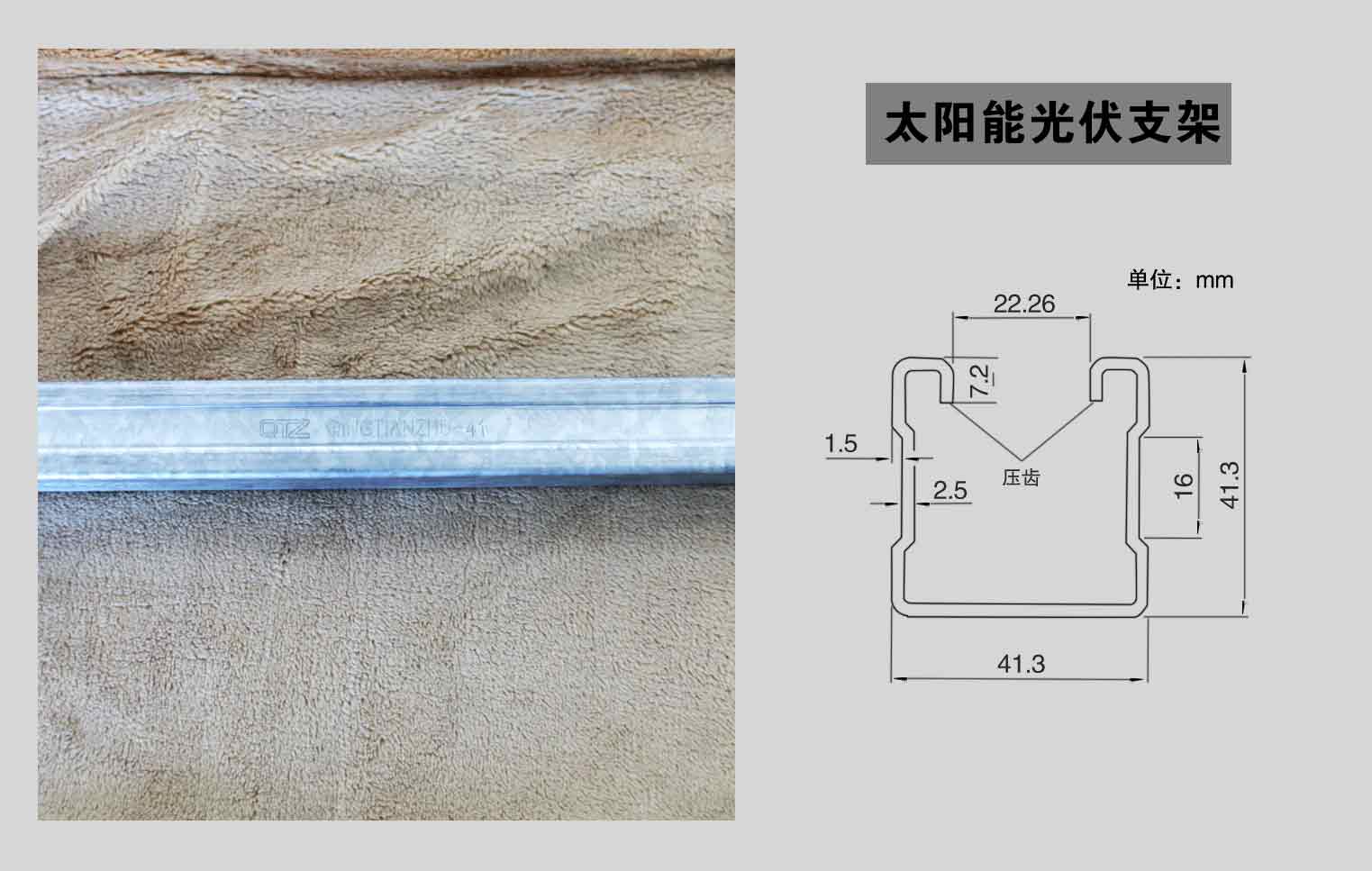
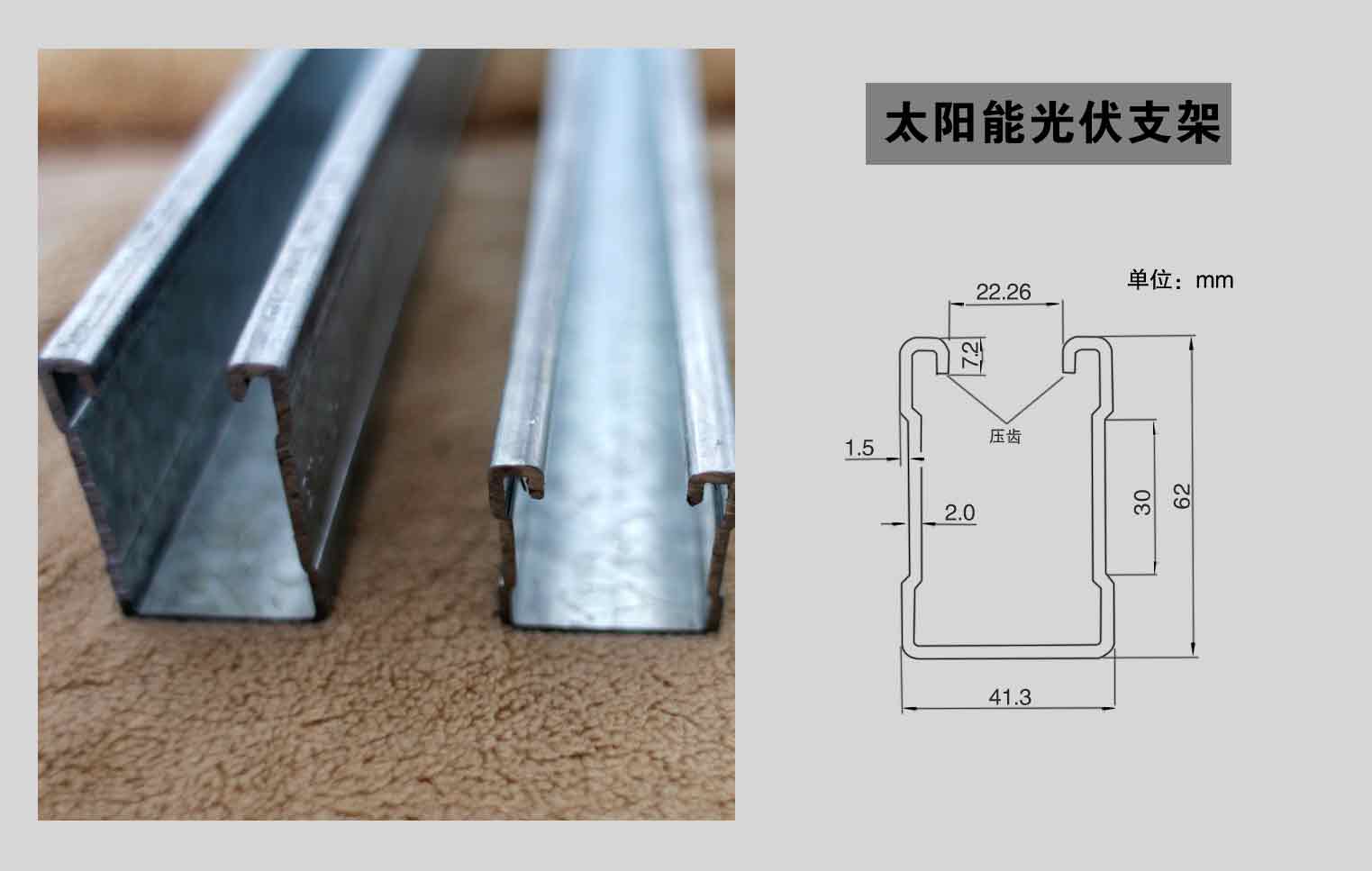
(2) Keresztmetszeti sokféleség: Az alumíniumötvözet-profilokat általában az extrudálás, az öntés, a hajlítás, a bélyegzés és más módon dolgozják fel. Az extrudálási termelés jelenleg a mainstream termelési mód, az extrudálási szerszám megnyitása révén elérheti bármilyen önkényes keresztmetszeti profilt, és a termelési sebesség viszonylag gyors.
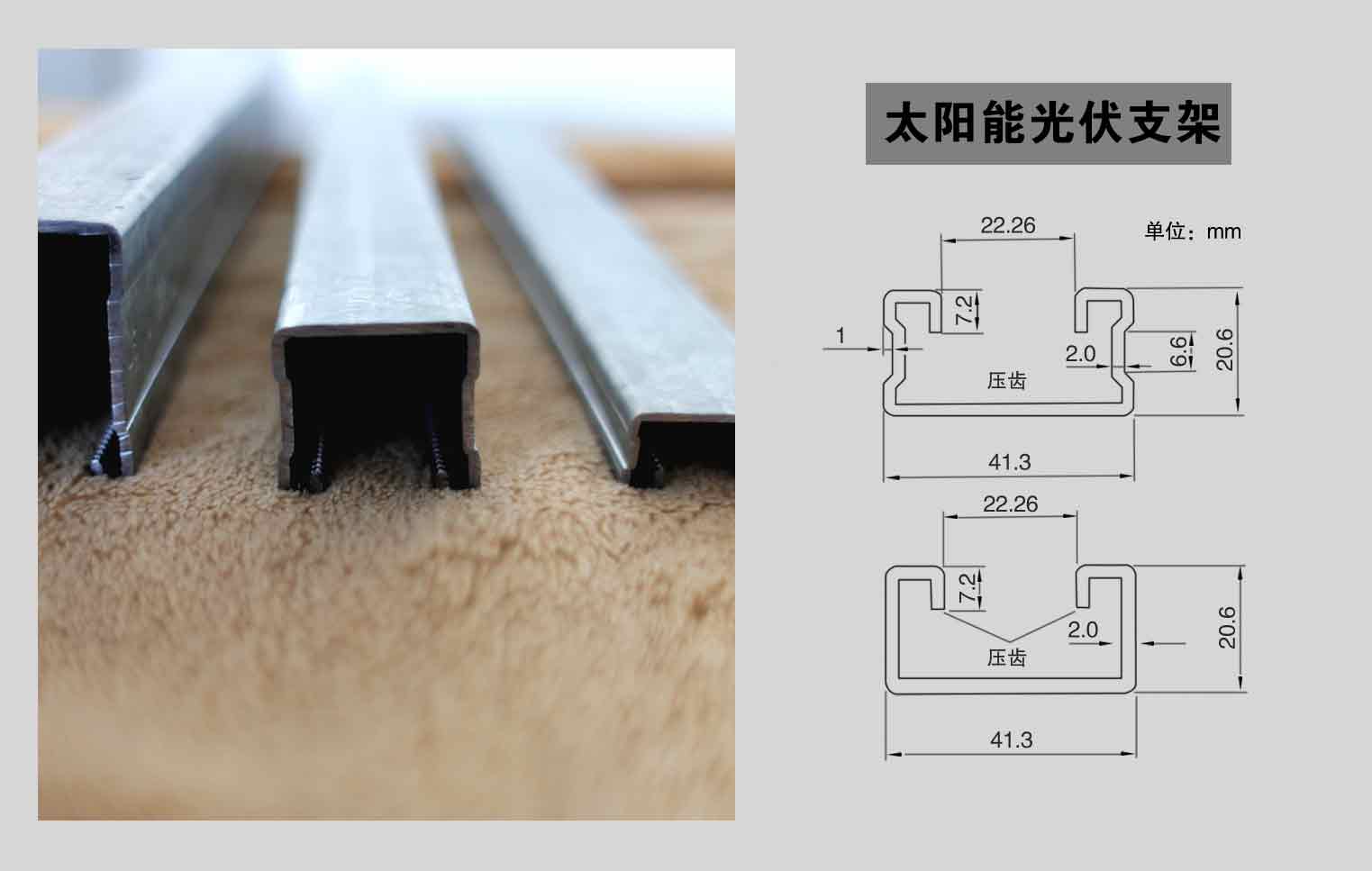
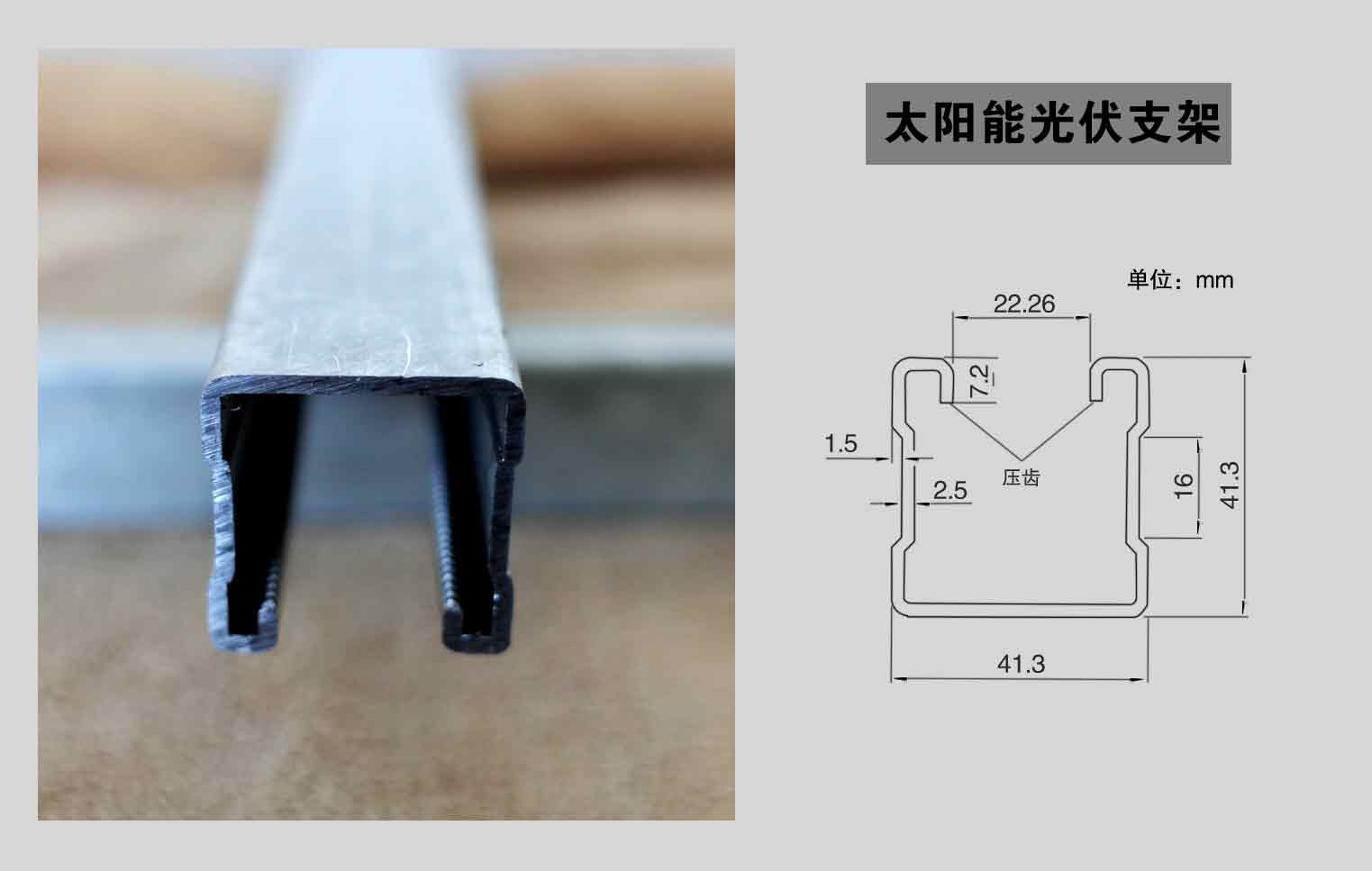
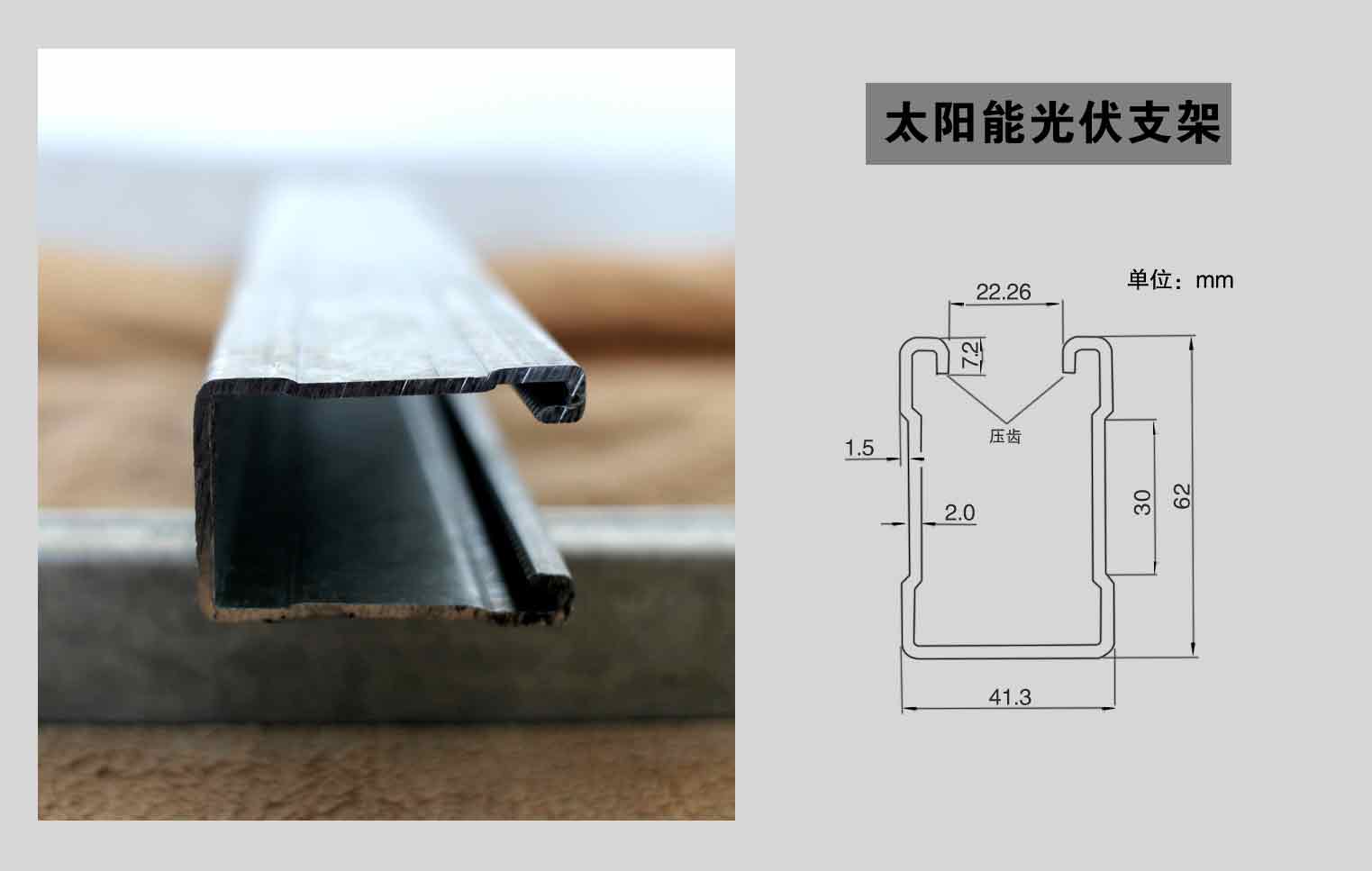
Az acélt általában görgős préseléshez, öntéshez, hajlításhoz, bélyegzéshez és egyéb módszerekhez használják. A Roller Pressing jelenleg a hidegen formált acélgyártás mainstream termelése. A keresztmetszetet a hengernyomás-kerékkészleten keresztül kell beállítani, de az általános gép csak a sztereotípiák, a méret beállítását követően hasonló termékeket állíthat elő, és a keresztmetszeti alakot nem lehet megváltoztatni, példáulC -sugár, Z-gerenda és más keresztmetszet. A görgős préselés gyártási módszere rögzített, a termelési sebesség gyorsabb.
Átfogó teljesítmény -összehasonlítás
(1) Az alumínium ötvözet profiljai minőségi, gyönyörű megjelenésűek, kiváló korrózióállóság, amelyet általában tetőállomásokban használnak, amelyek terheléshez szükséges, erős korrozív környezetet igényelnek, például a vegyi üzem erőmű stb.
(2) Az acél nagy szilárdsága, a kis eltérés és a deformáció csapágyterhelésekor, általában az erőmű szokásos körülményeiben vagy az erő alkatrészeihez használják. Ezenkívül,galvanizált C -csatornaHasználható vödrök, rakodók, billenők, zúzók, porválasztók,Galvanizált csatornaEllenőrizze a kopás bármilyen formáját a sziklák, a homok és a kavics sokféle kopásának. Kiváló hegesztési teljesítmény, ütési szilárdság és hajlítási teljesítmény, amely alkalmas erős koptató környezetben történő munkavégzésre, például nagy szilárdságú ércek és korrozív anyagok.
(3) Költség: Általában az alapvető szélnyomás 0,6 kN/m2, a tartomány 2m alatt van, és az alumínium ötvözet stent költsége 1,3-1,5-szer acélszerkezet-stent. (Például színes acél tető) Az alumínium ötvözet és az acélszerkezet -konzol költségkülönbsége viszonylag kicsi, és a súlyt illetően az alumíniumötvözet sokkal könnyebb, mint az acélkonzol, tehát nagyon alkalmas a tetőerőműhöz.
A postai idő: február 19-25.




