

1. Varrat nélküli acélcső bevezetése
A varrat nélküli acélcső egyfajta kör alakú, négyzet alakú, téglalap alakú acél, üreges keresztmetszetű, és körülötte nincsenek csatlakozások. A varrat nélküli acélcső gyapjúcsőbe perforált acélöntvényből vagy tömör csődarabból készül, majd meleghengerléssel, hideghengerléssel vagy hideghúzással készül. A varrat nélküli acélcső üreges keresztmetszetű, számos folyadékvezeték, acélcső, köracél és más tömör acél szállítására szolgál, hajlítási és torziós szilárdságban egyidejűleg, könnyű súlyú, egyfajta gazdaságos acélszelvény, amelyet széles körben használnak szerkezeti alkatrészek és mechanikai alkatrészek, például olajfúró acél állványok gyártásában.
2. A varrat nélküli acélcsövek fejlesztésének története
A varrat nélküli acélcsőgyártás közel 100 éves múltra tekint vissza. A német Manisman fivérek 1885-ben találták fel először a kétmagasságú ferde lyukasztó gépet, 1891-ben pedig a periodikus csőhengerlő gépet. 1903-ban a svájci RCStiefel feltalálta az automata csőhengergépet (más néven felső csőhengerlő gépet), majd később megjelent a folyamatos csőhengerlő gép és csővarrás nélküli gép és csőtoló gép. Az 1930-as években az acélcsövek minőségét a hárommagasságú csőhengergép, az extrudálógép és az időszakos hidegcsőhengerlő gépek bevezetésével javították. Az 1960-as években a folyamatos csőhengergép fejlesztése miatt a háromhengeres perforátor megjelenése, különösen a feszültségcsökkentő gép alkalmazása és a folyamatos öntőtuskó sikere javítja a gyártási hatékonyságot, javítja a varrat nélküli csövek és a hegesztett csövek versenyképességét. A 70-es években a varrat nélküli csövek és a hegesztett csövek egymás mellett vannak, a világ acélcső-kibocsátása több mint 5% évente. Kína 1953 óta nagy jelentőséget tulajdonít a varrat nélküli acélcsőipar fejlesztésének, és kezdetben gyártási rendszert alakított ki különféle nagy, közepes és kis csövek hengerelésére. A rézcsövet szintén gyakran használják ingot keresztben - hengerlési perforáció, csőmalom hengerlése, tekercshúzási folyamat.
3. Varrat nélküli acélcső használata és osztályozása
Használat:
A varrat nélküli acélcső egyfajta gazdasági keresztmetszetű acél, nagyon fontos helyet foglal el a nemzetgazdaságban, széles körben használják a kőolaj-, vegyipar-, kazán-, erőmű-, hajó-, gépgyártás-, autó-, légi-, űr-, energia-, geológia-, építő- és katonai és egyéb ágazatokban.
Osztályozás:
(1) A metszet alakja szerint kör alakú csőre és speciális alakú szakaszos csőre van felosztva
(2) Anyag szerint: szénacél cső, ötvözött acélcső, rozsdamentes acélcső, kompozit cső
(3) Csatlakozási mód szerint: menetes csatlakozócső, hegesztett cső
(4) A gyártási módszer szerint: melegen hengerelt (extrudálás, felső, expanziós) cső, hidegen hengerelt (húzó) cső
(5) felhasználás szerint: kazáncső, olajkútcső, csővezeték, szerkezeti cső, műtrágyacső…
4, varrat nélküli acélcső gyártási folyamat
① A melegen hengerelt varrat nélküli acélcső fő gyártási folyamata (fő ellenőrzési folyamat):
Nyers cső előkészítése és ellenőrzése → csődarab felmelegítése → perforálás → cső hengerítése → cső újramelegítése a hulladékban → átmérő rögzítése (csökkentése) → hőkezelés → kész cső kiegyenesítése → kikészítés → ellenőrzés (roncsolásmentes, fizikai és kémiai, asztali ellenőrzés) → tárolás
② Hidegen hengerelt (rajzoló) varrat nélküli acélcső fő gyártási folyamata
Üres előkészítés → pácolás kenés → hideghengerlés (rajzolás) → hőkezelés → egyengetés → kikészítés → ellenőrzés.
5. A melegen hengerelt varrat nélküli acélcső gyártási folyamatábrája a következő:
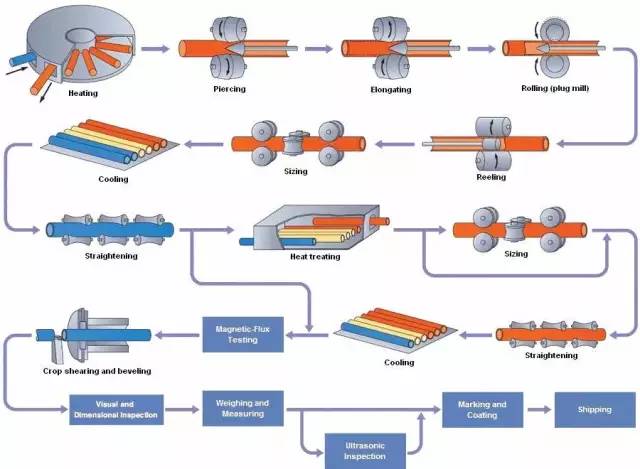
Feladás időpontja: 2023. március 13




