

1. Zavedení bezešvé ocelové trubky
Bezešvá ocelová trubka je druh kruhové, čtvercové, obdélníkové oceli s dutým průřezem a bez spojů. Bezešvá ocelová trubka je vyrobena z ocelového ingotu nebo plného trubkového polotovaru perforovaného do vlněné trubky a poté vyrobena válcováním za tepla, válcováním za studena nebo tažením za studena. Bezešvá ocelová trubka má dutou část, velké množství používané pro dopravu kapalinového potrubí, ocelové trubky a kruhové oceli a jiné pevné oceli, v ohybu a torzní pevnosti současně, nízká hmotnost, je druh ekonomické sekce oceli, široce používaný při výrobě konstrukčních dílů a mechanických dílů, jako je ocelové lešení pro vrtání ropy.
2. Historie vývoje bezešvých ocelových trubek
Výroba bezešvých ocelových trubek má téměř 100letou historii. Němečtí bratři Manismanové poprvé vynalezli v roce 1885 stroj na děrování dvou vysokých zešikmení a v roce 1891 vynález stroje na periodické válcování trubek. V roce 1903 vynalezl švýcarský RCStiefel automatický stroj na válcování trubek (také známý jako stroj na válcování horních trubek) a později se objevil moderní stroj na kontinuální válcování trubek a další průmyslové stroje na prodlužování trubek, začínající lis na výrobu bezešvých trubek. Ve 30. letech 20. století se kvalita rozmanitosti ocelových trubek zlepšila přijetím tříválcového stroje na válcování trubek, vytlačovacího stroje a stroje na pravidelné válcování trubek za studena. V 60. letech 20. století se díky zdokonalení stroje na kontinuální válcování trubek, vzniku tříválcového perforátoru, zejména použití stroje snižujícího napětí a úspěchu předvalků kontinuálního lití, zlepšila efektivita výroby, zlepšila se konkurenceschopnost bezešvých trubek a svařovaných trubek. V 70. letech jsou bezešvé trubky a svařované trubky blízko světové produkci ocelových trubek s tempem více než 5 % ročně. Od roku 1953 Čína přikládá velký význam rozvoji průmyslu bezešvých ocelových trubek a zpočátku vytvořila výrobní systém pro válcování různých velkých, středních a malých trubek. Měděná trubka je také běžně používaná ingotová křížová válcovací perforace, válcování trubek, proces tažení svitků.
3. Použití a klasifikace bezešvé ocelové trubky
Použití:
Bezešvá ocelová trubka je druh ekonomické průřezové oceli, má velmi důležité postavení v národním hospodářství, široce se používá v ropném, chemickém průmyslu, kotelnách, elektrárnách, lodích, strojírenství, automobilovém, leteckém, leteckém, energetickém, geologickém, stavebním a vojenském a dalších odvětvích.
Klasifikace:
(1) Podle tvaru průřezu se dělí na trubku s kruhovým průřezem a trubku se speciálním tvarem
(2) Podle materiálu: trubka z uhlíkové oceli, trubka z legované oceli, trubka z nerezové oceli, kompozitní trubka
(3) Podle způsobu připojení: závitová spojovací trubka, svařovaná trubka
(4) Podle způsobu výroby: trubka válcování za tepla (extruze, horní, expanzní), trubka válcování za studena (tažení)
(5) podle použití: potrubí kotle, potrubí ropného vrtu, potrubí potrubí, potrubí konstrukce, potrubí pro chemická hnojiva……
4, proces výroby bezešvých ocelových trubek
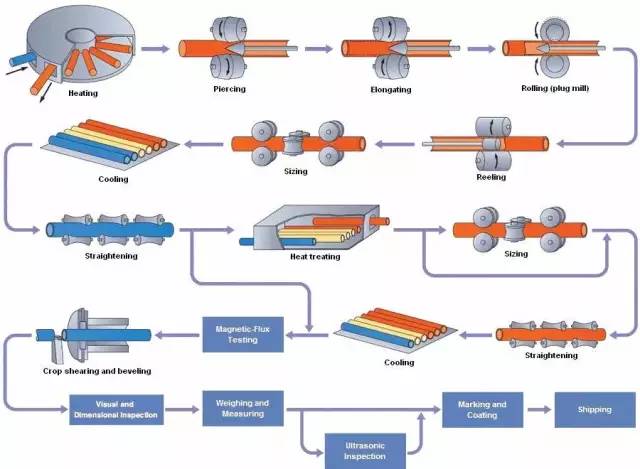
① Hlavní výrobní proces (hlavní proces kontroly) bezešvých ocelových trubek válcovaných za tepla:
Příprava a kontrola polotovaru trubky → ohřev polotovaru trubky → perforace → Válcování trubky → dohřev trubky v odpadu → fixace (zmenšování) průměru → tepelné zpracování → rovnání hotové trubky → konečná úprava → kontrola (nedestruktivní, fyzikální a chemická, kontrola na stole) → skladování
② Hlavní výrobní proces bezešvých ocelových trubek válcovaných za studena (tažení).
Příprava polotovaru → mazání mořením → válcování za studena (tažení) → tepelné zpracování → rovnání → dokončování → kontrola.
5. Vývojový diagram výrobního procesu bezešvé ocelové trubky válcované za tepla je následující:
Čas odeslání: 13. března 2023




