

১. বিজোড় ইস্পাত পাইপের ভূমিকা
বিজোড় ইস্পাত পাইপ হল এক ধরণের বৃত্তাকার, বর্গাকার, আয়তক্ষেত্রাকার ইস্পাত যার ফাঁকা অংশ থাকে এবং চারপাশে কোনও জয়েন্ট থাকে না। বিজোড় ইস্পাত পাইপ স্টিলের ইনগট বা শক্ত নল দিয়ে তৈরি হয় যা উলের নলে ছিদ্র করা হয় এবং তারপর গরম ঘূর্ণায়মান, ঠান্ডা ঘূর্ণায়মান বা ঠান্ডা অঙ্কন দ্বারা তৈরি করা হয়। বিজোড় ইস্পাত পাইপের একটি ফাঁকা অংশ থাকে, যা তরল পাইপলাইন, ইস্পাত পাইপ এবং বৃত্তাকার ইস্পাত এবং অন্যান্য শক্ত ইস্পাত পরিবহনের জন্য প্রচুর পরিমাণে ব্যবহৃত হয়, একই সাথে বাঁকানো এবং টর্সনাল শক্তিতে, হালকা ওজনের, ইস্পাতের এক ধরণের অর্থনৈতিক অংশ, যা কাঠামোগত অংশ এবং যান্ত্রিক অংশ তৈরিতে ব্যাপকভাবে ব্যবহৃত হয়, যেমন তেল ড্রিলিং ইস্পাত ভারা।
2. বিজোড় ইস্পাত পাইপ উন্নয়নের ইতিহাস
সিমলেস স্টিল পাইপ উৎপাদনের ইতিহাস প্রায় ১০০ বছরের। জার্মান ম্যানিসম্যান ভাইয়েরা প্রথম ১৮৮৫ সালে দুই-উচ্চ স্কিউ পিয়ার্সিং মেশিন আবিষ্কার করেন এবং ১৮৯১ সালে পর্যায়ক্রমিক পাইপ রোলিং মেশিন আবিষ্কার করেন। ১৯০৩ সালে, সুইস আরসিস্টিফেল স্বয়ংক্রিয় পাইপ রোলিং মেশিন (যা টপ পাইপ রোলিং মেশিন নামেও পরিচিত) আবিষ্কার করেন এবং পরবর্তীতে ক্রমাগত পাইপ রোলিং মেশিন এবং পাইপ পুশিং মেশিন এবং অন্যান্য এক্সটেনশন মেশিন আবির্ভূত হয়, যা আধুনিক সীমলেস স্টিল পাইপ শিল্প গঠন শুরু করে। ১৯৩০-এর দশকে, তিন-উচ্চ পাইপ রোলিং মেশিন, এক্সট্রুডিং মেশিন এবং পর্যায়ক্রমিক কোল্ড পাইপ রোলিং মেশিন গ্রহণ করে ইস্পাত পাইপের বৈচিত্র্য উন্নত করা হয়েছিল। ১৯৬০-এর দশকে, ধারাবাহিক পাইপ রোলিং মেশিনের উন্নতির কারণে, তিন-রোল পারফোরেটরের উত্থান, বিশেষ করে টেনশন হ্রাসকারী মেশিনের প্রয়োগ এবং ক্রমাগত ঢালাই বিলেট সাফল্য, উৎপাদন দক্ষতা উন্নত করে, সীমলেস পাইপ এবং ঝালাই করা পাইপের প্রতিযোগিতার ক্ষমতা বৃদ্ধি করে। ৭০-এর দশকে সীমলেস পাইপ এবং ঝালাই করা পাইপ সমান, বিশ্ব ইস্পাত পাইপের উৎপাদন প্রতি বছর ৫% এরও বেশি হারে। ১৯৫৩ সাল থেকে, চীন বিজোড় ইস্পাত পাইপ শিল্পের উন্নয়নের উপর অত্যন্ত গুরুত্ব দিয়ে আসছে এবং প্রাথমিকভাবে বিভিন্ন বৃহৎ, মাঝারি এবং ছোট পাইপ রোল করার জন্য একটি উৎপাদন ব্যবস্থা তৈরি করেছে। তামার পাইপ সাধারণত ইনগট ক্রস - রোলিং ছিদ্র, টিউব মিল রোলিং, কয়েল অঙ্কন প্রক্রিয়াতেও ব্যবহৃত হয়।
৩. বিজোড় ইস্পাত পাইপের ব্যবহার এবং শ্রেণীবিভাগ
ব্যবহার:
বিজোড় ইস্পাত পাইপ হল এক ধরণের অর্থনৈতিক ক্রস-সেকশন ইস্পাত, জাতীয় অর্থনীতিতে অত্যন্ত গুরুত্বপূর্ণ অবস্থানে রয়েছে, যা পেট্রোলিয়াম, রাসায়নিক শিল্প, বয়লার, বিদ্যুৎ কেন্দ্র, জাহাজ, যন্ত্রপাতি উৎপাদন, অটোমোবাইল, বিমান চলাচল, মহাকাশ, শক্তি, ভূতত্ত্ব, নির্মাণ এবং সামরিক এবং অন্যান্য ক্ষেত্রে ব্যাপকভাবে ব্যবহৃত হয়।
শ্রেণীবিভাগ:
(1) বিভাগের আকৃতি অনুসারে, এটি বৃত্তাকার বিভাগের পাইপ এবং বিশেষ আকৃতির বিভাগের পাইপে বিভক্ত।
(২) উপাদান অনুসারে: কার্বন ইস্পাত পাইপ, খাদ ইস্পাত পাইপ, স্টেইনলেস স্টিল পাইপ, যৌগিক পাইপ
(3) সংযোগ মোড অনুসারে: থ্রেডেড সংযোগ পাইপ, ঝালাই পাইপ
(৪) উৎপাদন পদ্ধতি অনুসারে: গরম ঘূর্ণায়মান (এক্সট্রুশন, শীর্ষ, সম্প্রসারণ) পাইপ, ঠান্ডা ঘূর্ণায়মান (অঙ্কন) পাইপ
(৫) ব্যবহার অনুসারে: বয়লার পাইপ, তেলের কূপের পাইপ, পাইপলাইন পাইপ, কাঠামোগত পাইপ, রাসায়নিক সারের পাইপ……
৪, বিজোড় ইস্পাত পাইপ উৎপাদন প্রক্রিয়া
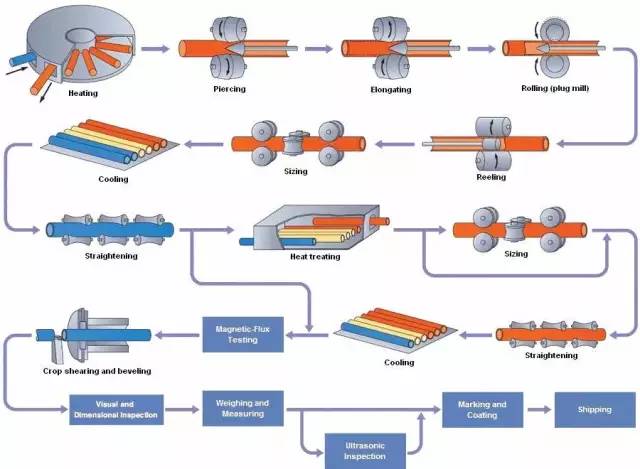
① হট রোল্ড সিমলেস স্টিল পাইপের প্রধান উৎপাদন প্রক্রিয়া (প্রধান পরিদর্শন প্রক্রিয়া):
টিউব খালি রাখার প্রস্তুতি এবং পরিদর্শন → টিউব খালি রাখার গরম করা → ছিদ্র করা → টিউব ঘূর্ণায়মান → বর্জ্য পদার্থে টিউব পুনরায় গরম করা → ব্যাস ঠিক করা (হ্রাস করা) → তাপ চিকিত্সা → সমাপ্ত পাইপ সোজা করা → সমাপ্তি → পরিদর্শন (অ-ধ্বংসাত্মক, ভৌত এবং রাসায়নিক, টেবিল পরিদর্শন) → সংরক্ষণ
② কোল্ড রোল্ড (অঙ্কন) বিজোড় ইস্পাত পাইপ প্রধান উৎপাদন প্রক্রিয়া
খালি প্রস্তুতি → পিকলিং লুব্রিকেশন → কোল্ড রোলিং (অঙ্কন) → তাপ চিকিত্সা → সোজা করা → সমাপ্তি → পরিদর্শন।
৫. হট-রোল্ড সিমলেস স্টিল পাইপের উৎপাদন প্রক্রিয়া প্রবাহ চার্ট নিম্নরূপ:
পোস্টের সময়: মার্চ-১৩-২০২৩




