

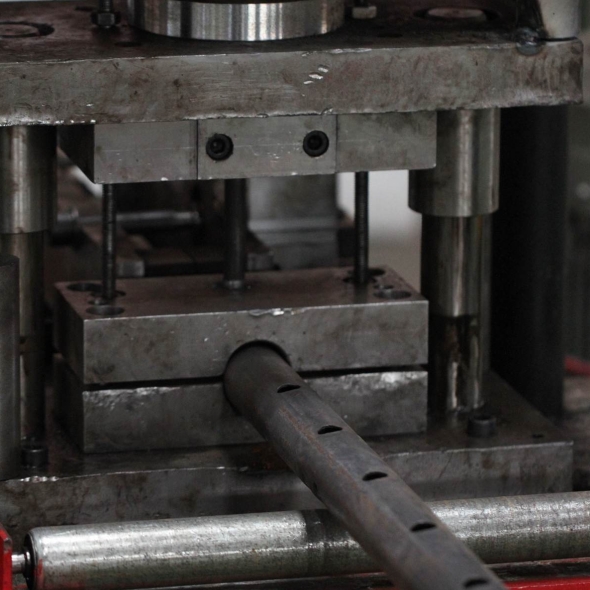
DeşikPolad boruFərqli sənaye ehtiyaclarını ödəmək üçün bir polad boru kəmərinin mərkəzində müəyyən bir ölçülü bir çuxurun bir çuxurunu yumruqlamaq üçün mexaniki avadanlıqlardan istifadə emalı üsuludur.
Polad boru perforasiyasının təsnifatı və prosesi
Təsnifat: Çuxurun diametri kimi müxtəlif amillərə görə, çuxurların sayı, çuxurların sayı və s., Polad boru perforasiya emalı, çox deşik perforasiya, yuvarlaq perforasiya , kvadrat deşik perforasiyası, diaqonal çuxur perforasiyası və s. Çox fərqli növlər var.
Proses axını: Polad boru qazma işinin əsas proses axını, emal parametrlərini düzəltmək, polad boruları düzəltmək və qazma işinin aparılması, işləmə parametrlərini seçərək, uyğun qazma və ya qəlib seçərək, avadanlıq istismara verilməsi daxildir.
Polad boru perforasiyasının maddi uyğunluğu və tətbiqi sahəsi
Material tətbiqetmə: Polad boru perforasiya emalı, karbon polad, paslanmayan polad, mis boru, alüminium boru və s. Kimi müxtəlif materialların polad borularına tətbiq olunur.
Tətbiq sahələri: polad boru perforasiya emalı, tikinti, aviasiya, avtomobil, maşın istehsalı və digər sahələrdə, məsələn, komponent bağlantısı, havalandırma və egzoz, neft xəttinin patreasiyası və s.

Polad boru perforasiya emalı texnologiyası
(1) Blade Kəsilmə yeri: Kiçik dəlikləri yumruqlamaq üçün uyğun olan, sürətli sürət və aşağı qiymətdir, bu dezavantajı, dəlik dəqiqliyi yüksək olmamasıdır.
(2) Soyuq ştamplama punching: müxtəlif ölçülü çuxurlara tətbiq olunan, üstünlükləri, dəliklərin yüksək dəqiqliyi, dəlik kənarlarının hamar olması, dezavantajın qiyməti yüksəkdir və kalıpı dəyişdirmək üçün uzun müddətdir.
(3) Punching: Yüksək dəqiqlik və yüksək keyfiyyətli dəliklər üçün uyğundur, onun üstünlüyü dəliklərin yüksək dəqiqliyi, deşik kənarının hamar, dezavantajı, avadanlıqların bahalı, yüksək texniki xidmət dəyəri olmasıdır.
Polad boru yumruq emalı avadanlığı
(1) Punching Machine: Punching Machine yüksək həcmli, yüksək səmərəli və yüksək dəqiqlikli polad boru perforasiya emalı üçün uyğun olan peşəkar polad boru perforasiya emalı avadanlığıdır.
(2) Qazma maşını: Qazma maşını, kiçik toplama, aşağı dəqiq polad boru perforasiya emalı üçün uyğun bir növ ümumi polad boru perforasiya emalı avadanlığıdır.
(3) Lazer qazma maşını: Lazer qazma maşını yüksək dəqiqlikli, yüksək keyfiyyətli polad boru qazma emalı avadanlığı, yüksək səviyyəli polad boru qazma emal sahəsi üçün uyğun bir növdür.

Yuxarıda göstərilən avadanlıqların hamısı, həm avtomatlaşdırılmış, həm də əl işlərində mövcuddur, müxtəlif emal ehtiyaclarına və avadanlıq xərclərinə görə, polad boru yumruq emal tapşırıqlarını yerinə yetirmək üçün düzgün avadanlıq seçə bilərsiniz.
(1) ölçülü dəqiqlik nəzarəti: Polad boru yumruqlarının ölçülü dəqiqliyi birbaşa sonrakı tətbiq effektinə təsir göstərir. Emal prosesində, diametri, divar qalınlığı, deşik diametri və polad boruların digər ölçüləri müştərilərin tələb olunan ölçülü dəqiqlik standartlarına cavab verməsini təmin etmək üçün dəqiq nəzarət altına alınması lazımdır.
(2) Səth keyfiyyətinə nəzarət: Polad boru perforasiyasının səthi keyfiyyəti polad boru və estetikanın tətbiqinə vacib təsir göstərir. Emal prosesində, hamarlıq baxımından polad boruun səthinin keyfiyyətini idarə etməliyik, heç bir burr, çatlar və s.
(3) Çuxur mövqeyi dəqiqliyi idarəetmə: Polad boru qazma işinin deşik mövqeyinin dəqiqliyi birbaşa sonrakı tətbiq effektinə təsir göstərir. Emal prosesində, çuxur məsafəsinin, deşik diametrinin, çuxur mövqeyinin və polad boru qazma işlərinin digər aspektlərinin dəqiqliyini idarə etmək lazımdır.
(4) Emal effektivliyi nəzarəti: Polad boru perforasiya emalı effektivliyi problemini nəzərə almalıdır. Keyfiyyətə nəzarət edən binanın altında, emal parametrlərini optimallaşdırmaq və müştərilərin tələblərinə cavab vermək üçün emal səmərəliliyini artırmaq lazımdır.
(5) Aşkarlama və sınaq: Ölçülü dəqiqlik, səth keyfiyyəti, dəlik dəqiqliyi və s. Tez-tez istifadə olunan aşkarlama vasitələri üç koordinat ölçmə, optik ölçmə, ultrasəs qüsur aşkarlanması, maqnit hissəcikləri qüsur aşkarlanması və s.
Time vaxt: Jan-30-2024




